图解钳工入门与提高文献

 钳工工具清单
钳工工具清单
钳工工具清单
2015年湖北省职业院校技能大赛 (中职组)车工、 钳工项目竞赛技术规范 一、竞赛项目及内容 1.竞赛项目 本次机械类竞赛设车工技术、钳工技术两个项目,均为个人竞赛项 目。 2.竞赛内容与方式 根据国家职业标准《车工》、《钳工》高级工(国家职业资格三 级)加工操作应达到的要求,以现场实际机床操作的方式,按图纸要 求完成 2~4件反映高级工技能要点的组合件加工。 车工竞赛内容包括:加工外圆、内孔、阶台、圆弧、内外圆锥配 合、内外切槽、内外三角螺纹、内外梯形螺纹、端面槽、平面槽、偏 心轴、套、滚花等。 钳工竞赛内容包括:板件镶配(如凹凸、三角、四方、五角、六 角、十字、圆弧、燕尾等)、钻铰孔攻丝等。 3.竞赛时间 车工技能操作考试时间: 5小时 钳工技能操作考试时间: 5.5 小时 4.竞赛成绩 以实际操作操作成绩作为评定名次依据, 同等成绩用时少排名在 前。 二、竞赛命题及裁判 1.竞赛命题
 钳工常用量具
钳工常用量具
钳工常用量具
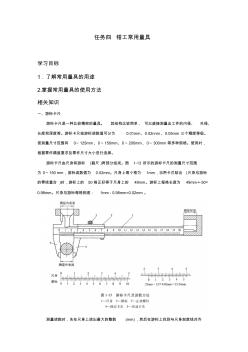
任务四 钳工常用量具 学习目标 1.了解常用量具的用途 2.掌握常用量具的使用方法 相关知识 一、游标卡尺 游标卡尺是一种比较精密的量具。 其结构比较简单, 可以直接测量出工件的内径、 外径、 长度和深度等。游标卡尺按游标读数值可分为 0.01mm、0.02nnm、0.05mm 三个精度等级。 按测量尺寸范围有 0~125mm、0~150mm、0~200mm、0~ 300mm等多种规格。使用时, 根据零件精度要求及零件尺寸大小进行选择。 游标卡尺由尺身和游标 (副尺 )两部分组成。图 1-13 所示的游标卡尺的测量尺寸范围 为 0~150 mm,游标读数值为 0.02mm。尺身上每小格为 1mm,当两卡爪贴合 (尺身与游标 的零线重合 )时,游标上的 50格正好等于尺身上的 49mm。游标上每格长度为 49mm÷50= 0.98mm。尺身与游标每格相差: 1mm - 0.98mm=0.0