铜管水套文献
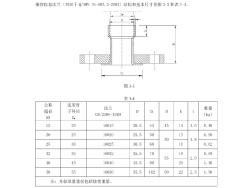

 给水铜管
给水铜管
给水铜管
3、操作 工艺 3.1 工艺流程: 铜管调直→切割→弯管→螺纹连接→法兰连接→焊接→钨极氩弧焊→预热和热处理→ 支架及管道穿墙安装→补偿器安装→阀门安装→高压管道安装→脱脂→试压→管道油清洗 3.2 铜管调直: 3.2.1 铜及铜合金管道的调直应先将管内充沙, 然后用调直器进行调直; 也可将充砂铜 管放在平板或工作台上,并在其上铺放木垫板,再用橡皮锤、木锤或方木沿管身轻轻敲击, 逐段调直。 3.2.2 调直过程中注意用力不能过大,不得使管子表面产生锤痕、 凹坑、划痕或粗糙的 痕迹。调直后应将管内的残砂等清理干净。 3.3 切割: 3.3.1 铜及铜合金管的切割可采用钢锯、砂轮锯,但不得采用氧 -乙炔焰切割。 3.3.2 铜及铜合金管坡口加工采用锉刀或坡口机,但不得采用氧 -乙炔焰来切割加工。 夹持铜管的台虎钳钳口两侧应垫以木板衬垫,以防夹伤管子。 3.4 弯管: 铜及铜合金管煨弯时尽量不用
