通止规
- 通止规是量规的一种。作为度量标准,用于大批量的检验产品。
-

选择特殊符号
选择搜索类型
请输入搜索
英文:GO - NO GO FIXED GAUGES
通止规是量具的一种,在实际生产中大批量的产品若采取用计量量具(如游标卡尺,千分表等有刻度的量具)逐个测量很费事.我们知道合格的产品是有一个度量范围的.在这个范围内的都合格,所以人们便采取通规和止规来测量.
分别用两个环规往要被检测的外螺纹上拧(顺序随意)。
(1)通规不过,(拧不过去)螺纹中径大了,产品不合格。
(2)止规通过,中径小了,产品不合格。
(3)通规可以在螺纹的任意位置转动自如,止规拧一至两三圈,可能有时还能多拧一两圈,但螺纹头部没出环规端面就拧不动了,这时说明检测的外螺纹中径正好在“公差带”内,是合格的产品 。
通止规是量具的一种,在实际生产中大批量的产品若采取用计量量具(如游标卡尺,千分表等有刻度的量具)逐个测量很费事,合格的产品是有一个度量范围的,在这个范围内的都合格,所以人们便采取通规和止规来测量 。
【通止规的材料】通常选用高碳低合金工具钢。如Cr2、CrMn、 CrWMn及轴承钢GCr15等。由于这类钢是在高碳钢中加入Cr、Mn、W等合金元素,故可以提高淬透性、减少淬火变...
铣出来的内螺纹,通止规检验合格,但螺钉进不去,通止规和螺钉都是合格的,怎么修整?
修整螺纹根部 铣刀的尖部被磨损 导致螺纹深度不够造成螺纹进步去
(一)对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级: 1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的 等级数目越大公差越小。
1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。
3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。
4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50,比3A级大75,对内螺纹来说,2B级公差比2A公差大30。1B级比2B级大50,比3B级大75。
(二)公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹中,H和h的基本偏差为零。G的基本偏差为正值,e、f和g的基本偏差为负值 。
1、 H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。
2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺纹采用6g的公差带。
3、螺纹配合最好组合成 H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准 推荐采用6H/6g的配合。
(三)螺纹标记 M10×1–5g 6g M10×1–6H 顶径公差代号 中径和顶径公差代号(相同) 中径公差代号。
通止规是两个量具分为通规和止规。举个例子:M6-7h的螺纹通止规一头为通规(T)如果能顺利旋进被测螺纹孔则为合格,反之不合格需返工(也就是孔小了)。然后用止规(Z)如果能顺利旋进被测螺纹孔2.5圈或以上则为不合格反之合格。且此时不合格的螺纹孔应报废,不能进行返工了。其中2.5圈为国家标准,若是出口件最多只能进1.5圈(国际标准)。总之通规过止规不过为合格,通规止规都不过或通规止规都过则为不合格。
例如检验孔的大小,按孔径允许偏差的上限做止端,按孔径允许偏差的下限做通端,检验时,若止端能通过,说明孔径大了,不合格,且不能重加工;若通端不能通过,则说明孔径小了,也是不合格,但是可以通过重加工使之合格 。

 螺纹通止规基本尺寸与校正
螺纹通止规基本尺寸与校正
螺纹通止规基本尺寸与校正
螺纹通止规基本尺寸与校正
 螺纹环规(通规止规)的使用方法
螺纹环规(通规止规)的使用方法
螺纹环规(通规止规)的使用方法
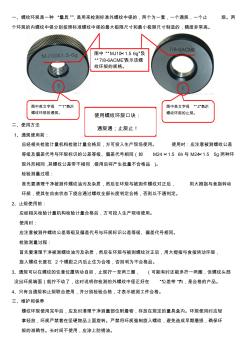
一、螺纹环规是一种 “量具”,是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止 规。两 个环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。 二、使用方法 1、通规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时:应注意被测螺纹公差 等级及偏差代号与环规标识的公差等级、偏差代号相同(如 M24 ×1.5 6h与 M24×1.5 5g两种环 规外形相同 ,其螺纹公差带不相同 ,错用后将产生批量不合格品 )。 检验测量过程: 首先要清理干净被测件螺纹油污及杂质,然后在环规与被测件螺纹对正后, 用大拇指与食指转动 环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。 2、止规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时: 应注意被测件螺纹公差等级及偏差代号与环规标识公差等级、偏差
(一)对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级: 1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的 等级数目越大公差越小,如图所示: 1B 2B 3B 内螺纹 基本中径 3A 外螺纹 2A 1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50,比3A级大75,对内螺纹来说,2B级公差比2A公差大30。1B级比2B级大50,比3B级大75。
(二)公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹中,H和h的基本偏差为零。G的基本偏差为正值,e、f和g的基本偏差为负值。如图所示: 公差 G H 内螺纹 偏差 基本中径 外螺纹 f g h e1、 H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。 2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺纹采用6g的公差带。 3、螺纹配合最好组合成 H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准 推荐采用6H/6g的配合。
(三)螺纹标记 M10×1–5g 6g M10×1–6H 顶径公差代号 中径和顶径公差代号(相同) 中径公差代号。
通止规是两个量具分为通规和止规.举个例子:M6-7h的螺纹通止规一头为通规(T)如果能顺利旋进被测螺纹孔则为合格,反之不合格需返工(也就是孔小了).然后用止规(Z)如果能顺利旋进被测螺纹孔2.5圈或以上则为不合格反之合格.且此时不合格的螺纹孔应报废,不能进行返工了.其中2.5圈为国家标准,若是出口件最多只能进1.5圈(国际标准).总之通规过止规不过为合格,通规止规都不过或通规止规都过则为不合格。
例如检验孔的大小,按孔径允许偏差的上限做止端,按孔径允许偏差的下限做通端,检验时,若止端能通过,说明孔径大了,不合格,且不能重加工;若通端不能通过,则说明孔径小了,也是不合格,但是可以通过重加工使之合格。
用途
一般用于检验螺纹灯头或灯座的尺寸是否符合标准要求,分别检验螺纹灯头的通规和止规尺寸或灯座的通规或止规尺寸。
工作原理
具体检验要求及介绍详见中国人民共和国国家标准:GB/T1483.1-2008或IEC60061-3:2004标准规定内容。
操作方法
具体检验要求及介绍详见中国人民共和国国家标准:GB/T1483.1-2008或IEC60061-3:2004标准规定内容。
修理维护
a、不要把两个量规的工作表面配合在一起保存,否则两个工作表面会相互胶合,加外力分开时会受到不必要的损伤。
b、量规使用完毕,要用清洁的棉纱或软布擦干净,放在专用木盒内,然后收存到工具柜里;片形量规也可以挂在工具柜里。如果天气潮湿或隔一段时间才能使用时,擦干净后在涂上一层无酸凡士林或防锈油。保管量规的地方必须干燥。
c、量规要定期检查,一般检查周期为6-12个月。
d、不论是经常使用的量规还是不经常使用的量规,都要定期进行外部检查,看有没有损伤、锈蚀或变形。假如,发现量规开始生锈,应及时放进汽油内浸泡一段时间,再取出仔细擦干净,并涂上防锈油。
e、使用期间,要把量规放在适当的地方,如工具柜的台面上或机床不动部分的木垫板上,不要放在机床刀架上或机床导轨上,以免造成损坏。
