特殊工序质量控制导则文献

 工序质量控制
工序质量控制
工序质量控制
工序质量控制 日照市恒通水处理设备有限公司 关于下发工序质量控制专家讲义的通知 全体员工: 公司将工序质量控制下发你们,望认真学习,贯彻执行,对照质 量控制的有关规定、要求、知识检查个人在生产中存在的问题,规范 自己的生产、工作行为。决不能出现质量事故,决不能再发生私自改 变包装的问题。各管理负责人要认真履行职责,严格管理,保证公司 各项工作顺利进行。 工序是现场作业系统的细胞。构成工序的主体是操作者,客体是设备 和原材料。为了使制造过程处于控制状态,也即能保证生产合格产品的状 态,就必须把影响产品加工工序的各种因素进行有效地控制,从而把工序 质量的波动限制在规定的界限内。 第一部分 工序质量控制概述 一、 工序质量控制的含义 工序是产品制造过程的基本环节,一般包括加工、检验、搬运、停留 四个环节。工序质量是指工序过程的质量。工序的过程即为操作者、机 器设备、材料、方法和环境五大因素在特定
 各工序质量控制标准
各工序质量控制标准
各工序质量控制标准
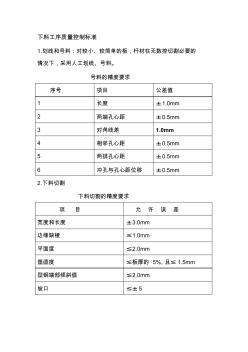
下料工序质量控制标准 1.划线和号料:对较小、较简单的板,杆材在无数控切割必要的 情况下,采用人工划线、号料。 号料的精度要求 序号 项目 公差值 1 长度 ±1.0mm 2 两端孔心距 ±0.5mm 3 对角线差 1.0mm 4 相邻孔心距 ±0.5mm 5 两排孔心距 ±0.5mm 6 冲孔与孔心距位移 ±0.5mm 2.下料切割 下料切割的精度要求 项 目 允 许 误 差 宽度和长度 ±3.0mm 边缘缺棱 ≤1.0mm 平面度 ≤2.0mm 垂直度 ≤板厚的 5%,且≤ 1.5mm 型钢端部倾斜值 ≤2.0mm 坡口 ≤± 5 H 型钢组立工序质量控制标准 组立主要是指 H 型钢埋弧焊前的点焊定位固定,组立是在 组立机上进行,组立前应当翼缘板和腹板去除毛刺、割渣,并应 进行矫正矫直,由放样人员划出中心线、定位线,待检验合格后 才准上组立机进行组立点焊固定。 H型钢组立基本要求如下