碳素铸钢成型过程文献

 常用碳素铸钢成份表
常用碳素铸钢成份表
常用碳素铸钢成份表
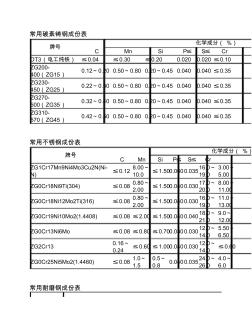
常用碳素铸钢成份表 牌号 化学成分( %) C Mn Si P≤ S≤ Cr DT3(电工纯铁) ≤0.04 ≤0.30 ≤0.20 0.020 0.020 ≤0.10 ZG200- 400(ZG15) 0.12~0.20 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35 ZG230- 450(ZG25) 0.22~0.30 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35 ZG270- 500(ZG35) 0.32~0.40 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35 ZG310- 570(ZG45) 0.42~0.50 0.50~0.80 0.20~0.45 0.040 0.040 ≤0.35 常用不锈钢成份表 牌号 化学成分( %) C Mn Si P≤ S≤ Cr ZG1Cr17Mn9Ni4Mo3C
 碳素铸钢ZG230-450材料技术要求
碳素铸钢ZG230-450材料技术要求
碳素铸钢ZG230-450材料技术要求
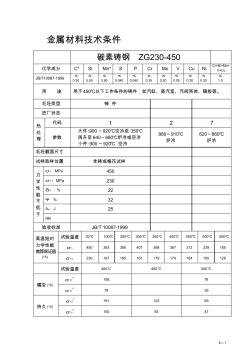
6—1 金属材料技术条件 碳素铸钢 ZG230-450 化学成分 C* Si Mn* S P Cr Mo V Cu Ni Cr+Ni+Mo+ V+Cu JB/T10087-1999 ≤0.30 ≤ 0.50 ≤ 0.90 ≤ 0.040 ≤ 0.040 ≤ 0.35 ≤ 0.20 ≤ 0.05 ≤ 0.30 ≤ 0.30 ≤ 1.0 用 途 用于450℃以下工作条件的铸件,如汽缸、蒸汽室、汽阀壳体、隔板等。 毛坯类型 铸 件 进厂状态 热 处 理 代码 1 2 7 参数 大件 :900~920℃空冷至 350℃ 再升至 640~680℃炉冷或空冷 小件 :900~920℃ 空冷 880~910℃ 炉冷 620~660℃ 炉冷 毛坯截面尺寸 试样取样位置 单铸或梅花试样 力 学 性 能 不 低 于 σ b MPa 450 σ 0.2 MPa 230