钨钢丝锥是由钨钢组成,一种加工内螺纹的刀具,沿轴向开有沟槽。也叫螺丝攻。 丝锥根据其形状分为直槽丝锥, 螺旋槽丝锥和螺尖丝锥。直槽丝锥加工容易,精度略低,产量较大。一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。
-

选择特殊符号
选择搜索类型
请输入搜索
钨钢丝锥的参数包括螺纹参数与切削参数两部分。螺纹参数有大径d、中径d2、小径d1、螺距p及牙形角α等,由被加工的螺纹的规格来确定。切削参、数有锥角2φ、前角γp,、后角ap、槽数Z等,由被加工的螺纹的精度、尺寸来选择。
锥角2φ、切削部分长度l1、原始三角形高度H之间的关系为:tanφ=H/l1,刀齿径向齿升量:ɑf=(Ptanφ)/Z。两式表明,在螺距、槽数不变的情况下,切削锥角愈大,齿升量与切削厚度也愈大,而切削部分长度就愈小。这就使攻螺纹时导向性变差,加工表面粗糙度增大。如果切削锥角磨得过小,则齿升量与切削厚度就减小,使切削变形增大,扭矩增大,切削部分长度增长,使攻螺纹时间延长。
钨钢丝锥的基本结构是一个轴向开槽的外螺纹。在钨钢丝锥的切削部分上铲磨出锥角2Ф,以使切削负荷分配到几个刀齿上。校正部分有完整的齿形,以控制螺纹参数并引导丝锥沿轴向运动。柄部方尾供与机床联接,或通过扳手传递扭矩。丝锥轴向开槽以容纳切屑,同时形成前角。切削锥的顶刃与齿形侧刃经铲磨形成后角。丝锥的中心部有锥心,用以保持丝锥的强度。
攻螺纹的切削运动是钨钢丝锥的旋转与轴向移动组合成的螺旋运动。当切出一段螺纹后,钨钢丝锥齿侧就能与螺纹螺旋面咬合,自动引导攻入。钨钢丝锥的切削部分可理解为一把螺旋拉刀。切削顶刃按螺旋面展开,其半径递增形成齿升量ɑf。校正部分齿形无齿升量,相当于拉刀的校正齿。
用途:供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。 丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。 对于小尺寸的内螺纹来说,丝维几乎是唯一的加工刀具。丝维的种类有:手用丝维、机用丝锥、螺母丝锥、挤压丝锥等。
唉·····这么跟你说吧。按一个规格跟你解释。就说M8,标准牙齿是X1.25的,通常成为粗牙。那么还有X1的.因为小。标准就只有这两个。
现在只能当做废旧钨钢来买了,因为市场上早已淘汰了那总焊接式刀头,现在都用可转位刀片了,方便又便宜。二十年前的东西很好,但是不得不遗憾地说,那个过时了!
大概分为通盲孔选型,还有高低端丝锥的不同;铜最普通的EX-SFT 6~11 高速同步的能达到27~32 挤压的7~12;铝最普通的EX-SFT 10~20 高速同步的能达到100~300 挤压的10~...
钨钢丝锥是由钨钢组成,一种加工内螺纹的刀具,沿轴向开有沟槽。也叫螺丝攻。 丝锥根据其形状分为直槽丝锥, 螺旋槽丝锥和螺尖丝锥。直槽丝锥加工容易,精度略低,产量较大。一般用于普通车床,钻床及攻丝机的螺纹加工用,切削速度较慢。螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。

 板带材几何参数定义
板带材几何参数定义
板带材几何参数定义
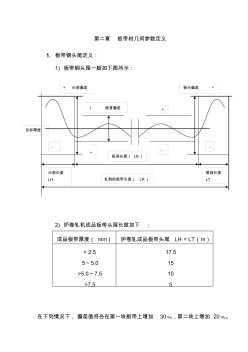
第二章 板带材几何参数定义 1. 板带钢头尾定义: 1) 板带钢头尾一般如下图所示: 2) 炉卷轧机成品板带头尾长度如下 : 成品板带厚度( mm) 炉卷轧成品板带头尾 LH=LT(m) < 2.5 5~5.0 >5.0~7.5 >7.5 17.5 15 10 5 在下列情况下,偏差值将会在第一块板带上增加 30﹪,第二块上增加 20﹪。 目标厚度 头部长度 LH 尾部长度 LT + 板身偏差 板头偏差 + + 头部偏差 + - - - - 板身长度( LB) 轧制的板带长度( LR) a) 成品厚度变化大于 15﹪ b) 成品宽度变化大于 100mm c) 变形抗力变化大于 15﹪ 在以下情况下,偏差值将会在第一块板带上增加 5秒,第二块上增加 25﹪ a) 换辊后开轧 b) 停轧 30min以上开轧 2 板带断面形状的主要参数: 带钢断面形状用来描述带钢厚度
别名:PT超硬丝攻,NPT超硬丝攻,NPS超硬丝攻,螺旋超硬丝攻,钨钢丝锥,合金丝攻,PF超硬丝攻,PS超硬丝攻,G超硬丝攻,R超硬丝攻,NH超硬丝攻,合金丝锥
型号:美制,英制,管牙,公制(NPT,PT,NPS,PS,PF,NH,G,R)
产地:台湾
品牌:KKK
材质:(AF系列特殊钨钢)
