钨极伸出长度简介文献

 高强螺栓初、终扭矩值,伸出长度
高强螺栓初、终扭矩值,伸出长度
高强螺栓初、终扭矩值,伸出长度
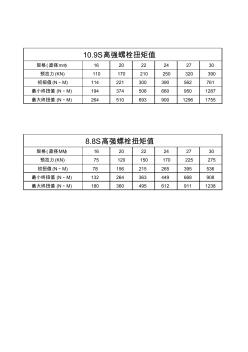
规格 (直径mm) 16 20 22 24 27 30 预拉力 (KN) 110 170 210 250 320 390 初扭值 (N·M) 114 221 300 390 562 761 最小终扭值 (N·M) 194 374 508 660 950 1287 最大终扭值 (N·M) 264 510 693 900 1296 1755 规格 (直径MM) 16 20 22 24 27 30 预拉力 (KN) 75 120 150 170 225 275 初扭值 (N·M) 78 156 215 265 395 536 最小终扭值 (N·M) 132 264 363 449 668 908 最大终扭值 (N·M) 180 360 495 612 911 1238 10.9S高强螺栓扭矩值 8.8S高强螺栓扭矩值