选择特殊符号
选择搜索类型
请输入搜索
本标准与ASTM E 696-95《钨铼合金热电偶丝标准技术规范》相比在技术内容上基本一致,在编写格式、试验方法、检验规则等方面则有较大差异。
本标准代替JB/T 9497-1999 《钨铼热电偶丝及分度表》。
本标准与JB/T 9497-1999相比,除了编辑、文字上的修订外,其差异主要为:
——本标准将热电特性试验中300℃~温度范围改为300℃~1500℃,其条文内容以及对应的条文作相应修改;
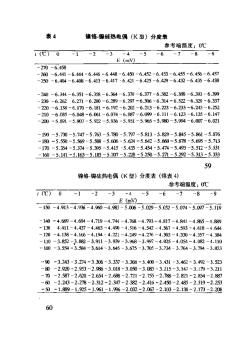
——本标准采用按ITS-90温标修正后的分度表,完全与ASTM E 696-95相同;
——本标准将偶丝直径允许偏差由原标准的±0.02mm和±0.03mm修订成均为±0.01mm,与ASTM E 696-95一致。
本标准的附录A是资料性附录。
作 者:本社 编
出 版 社:经济科学出版社
出版时间:2002-12-1
版 次:1页 数:18字 数:42000 印刷时间:2002-12-1开 本:纸 张:胶版纸 印 次:I S B N:151117062 包 装:平装
前言
1 范围
2 规范性引用文件
3 产品品种规格及基本参数
3.1 偶丝的名称、代号及名义化学成分
3.2 偶丝的直径及允许偏差
3.3 分度号及标号
4 技术要求
4.1 表面质量
4.2 尺寸
4.3 热电动势与允许偏差
4.4 不均匀热电动势
4.5 可绕度
4.6 其他性能
5 试验方法
5.1 取样
5.2 试样准备
5.3 试验仪器和设备
5.4 尺寸测量
5.5 表面质量检查
5.6 热电特性试验
5.7 不均匀热电动势试验
5.8 可绕度试验
6 检验规则
6.1 出厂检验
6.2 型式检验
7 供应方式、包装及标识
7.1 供应方式
7.2 包装
7.3 标识
附录A (资料性附录) 钨铼热电偶热电动势的参考函数及有关参数2100433B
简单的看就是表示:当以0为参考温度时,测量温度为行和列温度和时,所测得的热电势的值。左边的0是0度的温度。0度是0mv,10度是0.055mv,20度是0.113,30度是0.173,40度是0.23...
亲,使用补偿导线没有?“那一米多线是耐高温线”应该要用“高温补偿导线”把热电偶剪短了,理论上是对测量没有影响的!建议楼主在使用前校准热电偶、采用K型补偿导线。
您说的对,热电偶分度表读法是把表中热电动势对应的行和列的温度相加,即为该热电动势对应的温度。(1)首先仔细地观察热电偶分度表就可以看到:热电偶分度表的行:从第四行第二列起为100度的整数倍的温度下对应...
例如,分度z=35。每一次分度时手柄转过的转数为:n=40/z=40/35=1又1/7即每分度一次,手柄需要转过1又1/7 转。这1/7转是通过分度盘来控制的,一般分度头备有两块分度盘。分度盘两面都有许多圈孔,各圈孔数均不等,但同一孔圈上孔距是相等的。
第一块分度盘的正面各圈孔数分别为24、25、28、30、34、37;反面为38、39、41、42、43,第二块分度盘正面各圈孔数分别为46、47、49、51、53、54;反面分别为57、58、59、62、66。简单分度时,分度盘固定不动。此时将分度盘上的定位销拔出,调整孔数为7的倍数的孔圈上,即28、42、49均可。若选用42孔数,即1/7=6/42。所以,分度时,手柄转过一转后,再沿孔数为42的孔圈上转过6个孔间距。为了避免每次数孔的烦琐及确保手柄转过的孔数可靠,可调整分度盘上的两块分形夹之间的夹角,使之等于欲分的孔间距数,这样依次进行分度时就可以准确无误。
凿岩机零件棘轮需要铣27 个齿, 过去采用分度头手工分度, 工效差, 劳动强度大, 质量不高。一九七三年我们制成自动分度器代替手工分度。在铣床刀架上装有横梁, 横梁上装有四个单向挡块, 分度头装在铣床工作台上。分度头由座、圆锥滚子轴承、主轴、锁紧电磁铁开关、分度拨义、分度棘轮、锁紧电磁铁、螺母等组成。
被加工单件的心轴涨胎装在主轴锥度孔内, 单件由涨胎涨紧, 每次加工3 个单件。铣削凿岩机棘轮齿, 由于采用了分度精度较高的分度棘轮, 因而分度均匀。工作中分度棘轮由电磁铁锁紧, 消除了振动. 加工光洁度较高。采用机床附件磁块使工作台往复连续运动。又由附装在刀架上的横梁装有四个挡块, 使之往复都可以自动分度铣削。较之原用手工分度铣削提高工效4倍 。
采用国标GB/T16839.1-1997JB/T8622-1997JB/T8623-1997热电偶及铂铜热电阻标准所编制的电子化查询温度分度的实用工具,供从事生产过程自动化控制的技术人员使用 2100433B