
非
遗
项
目
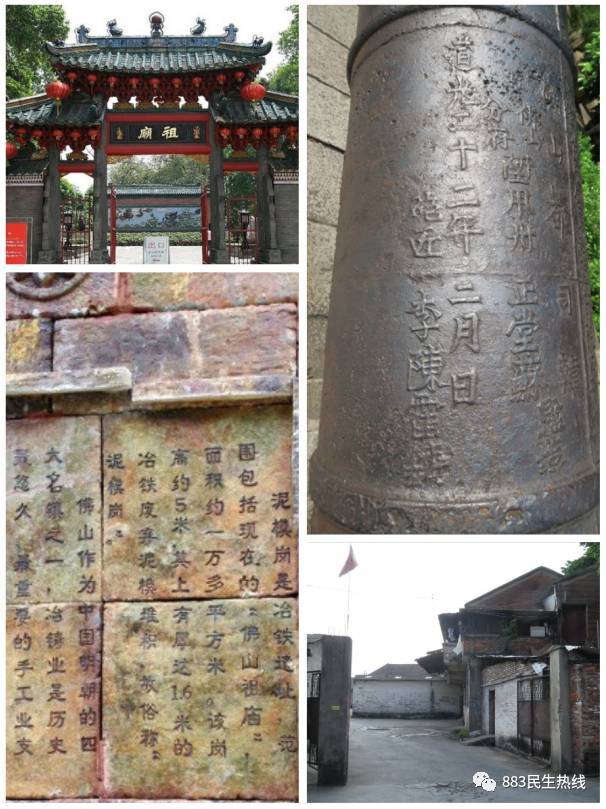
取材于本地的岗泥、谷壳等原料,将其制作成泥模,浇注铁水铸成薄、滑、硬的铁镬,在佛山有上千年的历史记载,而用这种传统技艺铸造出来的铁镬,数百年前就扬名海外。这门传统技艺叫做红模铸造工艺,最近还被列为高明区第二批区级非物质文化遗产名录。
今日的“行走高明”,小编走进杨和镇非遗保护单位——佛山市高明福煌五金制品实业有限公司,同大家分享红模铸造工艺的保护、传承、管理和利用。

福 煌
公司董事长庞耀勇介绍,福煌五金是一家专门生产厨具和铸铁茶具的企业。2004年,福煌公司从顺德搬到高明,创始“住味宝”品牌,主营铸铁厨具,北京设有体验馆和销售公司。

非
遗
项
目
今年四十出头的庞耀勇,从小就对铸铁技艺产生浓厚兴趣。缘起于3岁时就跟父亲到张槎铸造厂打转,在父亲和老一辈铸造工人耳濡目染的影响下,1996年开始学习铸造,还到日本学习铸造技术。
庞耀勇
我爸爸1964年入行,我几岁就跟着他进入厂里睇到铸造铁镬的过程,也都了解当中的工艺。

庞耀勇话,历史上铸造业是佛山的顶梁柱,明清时期,佛山又是中国四大铸造名镇之一,当时佛山独有的传统铸造工艺的从业人员有三万几人,现时的泥模岗以及祖庙附近都是佛山铸造的工场,更为盛名的是虎门炮台上的大炮和红模铸造的佛山铁镬,清朝开放口岸之后,佛山铁锅就凭借这一工艺享誉海内外。
庞耀勇
佛山铁镬是用红模铸造,红模铸造技艺非常之有名的,当时佛山又被称为“南国铁都”。

庞耀勇介绍,红模铸造里面有百几道工序,关键的工序就有几个,一是泥,二是刮模,三是烧模。泥就是佛山的粘土,即岗泥,取回岗泥将它晒干,晒到六成干就舂泥,舂碎之后再过筛,将垃圾和石粒过滤出来,而后放入大桶加入水让泥充分软化,每天都要将沉淀的水倒出来,不断地倒出水来,泥就慢慢干爽铲出来,用脚踩到泥土起胶,加提前用水浸泡24小时的谷糠,又反复踩四五个钟头,将泥踩成胶状才可用来做泥模。
庞耀勇
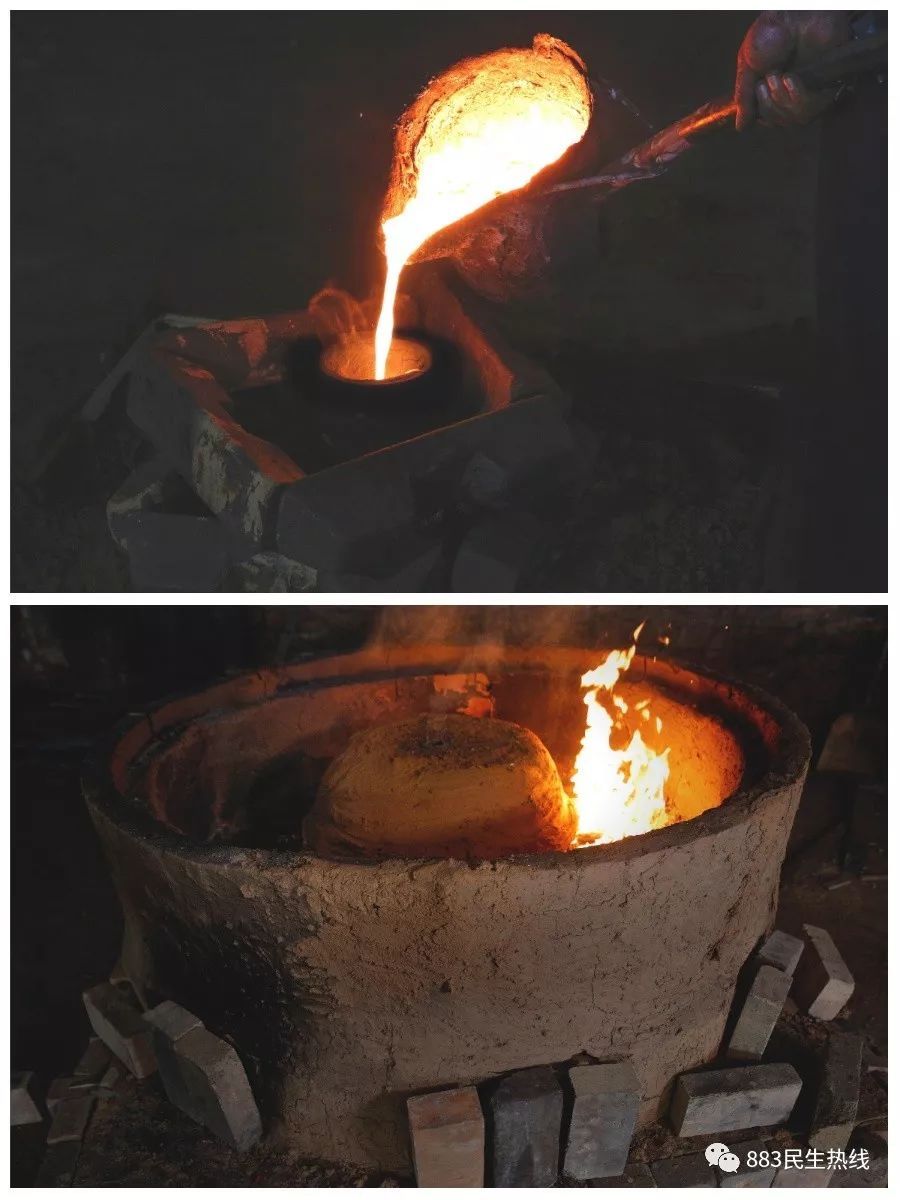
发完之后就晾干,第二日就要将模上一层叫矿物质铸造的涂料,将涂料上了之后再将模重新放入炉内温度约70至80度低温烧3至4小时矿物质涂层就干了,干了合模再放入炉内用木炭加温到650至700度之间,整个模变红,所以佛山红模铸造的红模就由此得名。

庞耀勇父亲庞福上世纪64年代进入佛山张槎铸造厂,1965年佛山铸造界著名的梁泰和师傅,把“红模铸造法”正式传授给徒弟庞福,从那时起,父亲就坚持了数十年的红模铸造技艺钻研。

庞耀勇话,红模铸造采用一模一铸,在历史上是一种精密铸造法。这种工艺有几百年历史,中国唯佛山独有,父亲希望自己能把这个传统铸造工艺传承下去。
庞耀勇
几百年前老祖宗就将整个精密技术铸造工艺掌握得好娴熟,达到炉火纯青,这是中国匠人的骄傲,因为这个铁镬厚度只有2到3MM壁厚,而且更薄,我必须要完成爸爸的心愿,将它完整地恢复下来,更好地发扬光大。
近年来,庞耀勇凭着父亲传授的红模铸造技艺,独具匠心地刻画无数草图,反复制作上、下泥模模架,以及烘烤模坯的烤模炉,立志将这些传统工具复原出来。
庞耀勇
我们已经完成了整个工艺流程的恢复了,红模铸造工艺全部完成流程探索了,也都生产出成品了。
福 煌
庞耀勇话,按照传统技艺把红模铸造法进行传承和恢复,要经过挑选铁料,模泥加工,制造上、下模坯,模坯上色,探模、合模,落模、烧红模,出红模,落铁水,去红模,烧锅耳、打磨等十道工序。

庞耀勇话,为保护和利用好非物质文化遗产,公司专门为红模铸造工艺的恢复腾出千几平方场地,并由他带领多名专业工程师组成攻关团队,共同开展红模铸造技艺的文化恢复和工艺研究。

对于红模铸铁产品的应用,庞耀勇话:
庞耀勇
我做了二十几年的铸造,一直与铁锅无分开过,改革开放三十几年来,锅具行业就给西方锅具占领了,用薄铁镬、高压煲和不锈钢煲都是西方的东西,我一直同国外的欧美、日本、韩国、澳洲代工的铸铁锅,而且这些铸铁锅是最贵的,最奢侈的。

下一步,庞耀勇计划将红模铸造工艺,转化到现代铸造行业中去,生产出轻薄且材质安全的锅具,使普通百姓都能享受到国际品牌的品质,让每个家庭都有一口“铸味”红模技艺铁镬。
庞耀勇
因为铸铁锅炒出来的独特味道,不锈钢或者不粘锅是炒不出这种味道出来的,从健康角度来讲,从中也可以吸收到人体所需的铁质。

 铸造工艺图解
铸造工艺图解