无铅焊料互联及可靠性
《无铅焊料互联及可靠性》本系统地介绍了无铅焊料焊点及其可靠性研究的最新成果,涵盖了无铅焊料焊点及其可靠性相关的各个方面,包括无铅合金焊料的各种组份、无铅焊料中的金属间化合物、"锡晶须"生长、锡铅焊料与无铅焊料的可靠性比较,以及焊点失效机理、失效模式和失效测试估计方法等。导电胶也是一种常用的锡焊料替代品,本书也专门讲述了和导电胶相关的一些可靠性问题。
-

选择特殊符号
选择搜索类型
请输入搜索
《无铅焊料互联及可靠性》本系统地介绍了无铅焊料焊点及其可靠性研究的最新成果,涵盖了无铅焊料焊点及其可靠性相关的各个方面,包括无铅合金焊料的各种组份、无铅焊料中的金属间化合物、"锡晶须"生长、锡铅焊料与无铅焊料的可靠性比较,以及焊点失效机理、失效模式和失效测试估计方法等。导电胶也是一种常用的锡焊料替代品,本书也专门讲述了和导电胶相关的一些可靠性问题。
第1章 无铅焊接与和谐环境:综述
1.1 引言
1.2 无铅焊接材料
1.2.1 无铅焊接合金
1.2.2 其他合金选择
1.2.3 助焊剂
1.2.4 印制电路板
1.2.5 器件
1.3 无铅焊接的工艺、设备和质量
1.3.1 SMT回流焊接
1.3.2 波峰焊接
1.3.3 返工和修理
1.3.4 设备
1.4 无铅焊接可靠性
1.4.1 器件的可靠性
1.4.2 印制电路板的可靠性
1.4.3 电化学可靠性
1.4.4 热和力学可靠性
1.5 无铅焊接设计和环境兼容
1.6 环境兼容展望
1.6.1 环保规则要求
1.6.2 电子产品循环和报废处理
1.6.3 环境兼容的挑战
1.7 总结
致谢
参考文献
第2章 无铝焊料互联中显微组织的演化和界面反应
2.1 引言
2.2 无铅焊料显微组织的演化
2.2.1 相图和平衡凝固
2.2.2 形核和生长
2.2.3 凝固后的显微组织
2.2.4 固相老化中显微组织的演化
2.3 基体和焊料间的反应:引言
2.4 熔化焊料基板间的反应
2.4.1 焊接中的溶解行为
2.4.2 Cu-Sn界面金属间化合物的形成
2.4.3 Ni-Sn界面金属间化合物的形成
2.4.4 Cu-Sn界面金属间化合物的生长
2.4.5 液态焊料中Ni3Sn4的动力学
2.4.6 界面IMC的显微组织
2.5 固相焊料-基板间的反应
2.5.1 实验数据
2.6 界面可靠性
2.6.1 富Pb相区域
2.6.2 块状Ag3Sn
2.6.3 IMC的临界厚度
2.6.4 IMC中的柯肯达尔空洞
2.6.5 黑盘
2.6.6 Au脆
致谢
参考文献
第3章 无铅焊料合金的疲劳和蠕变:基本性质
3.1 引言
3.2 材料的变形
3.2.1 时间无关的变形
3.2.2 微观组织
3.2.3 无铅焊料
3.2.4 无铅焊料的微观组织
3.2.5 疲劳变形
3.2.6 微观组织
3.2.7 无铅焊料
3.2.8 无铅焊料的微观组织
3.3 蠕变变形
3.3.1 描述
3.3.2 微观组织
3.3.3 无铅焊料
3.3.4 无铅焊料的微观组织
3.4 总结
致谢
参考文献
第4章 无铅焊点可靠性研究进展
4.1 引言
4.2 SAC热循环测试数据的经验曲线
4.3 无铅与Sn-Pb的比较
4.4 关键组件数据
4.5 含Pb或Sn-Pb合金对无铅可靠性的影响
4.6 讨论
4.7 结论
参考文献
第5章 无铅焊料互联的化学反应与可靠性测试
5.1 前言
5.2 助焊剂化学的背景知识
5.3 电迁移
5.4 表面绝缘电阻(SIR)
5.4.1 SIR测试程序
5.5 腐蚀测试方法
5.6 导电阳极细丝的形成
5.6.1 描述
5.6.2 影响CAF形成的因素
5.6.3 测试
5.7 助焊剂残留物和RF信号完整性
5.8 结论
参考文献
第6章 无铅焊料表面的锡晶须生长
6.1 前言
6.2 无铅焊料表面锡晶须形貌
6.3 锡晶须生长过程中应力的产生(驱动力)
6.4 锡铜生成Cu6Sn5的室温反应
6.5 锡晶须生长中的应力松弛(动力学过程)
6.6 影响锡晶须生长的参数的测量
6.7 抑制锡晶须的生长
6.8 锡晶须生长的加速实验
6.9 总结
致谢
参考文献
第7章 无铅焊料互联的加速试验方法
7.1 前言
7.2 金属学基础
7.3 锡基焊料合金的变形
7.4 加速试验
7.5 试验设计
致谢
参考文献
第8章 无铅焊料的热机械可靠性
8.1 引言
8.2 无铅焊料合金的基本模型
8.2.1 热机械性能
8.2.2 非弹性形变的性能
8.3 几何模型
8.3.1 二维模型
8.3.2 广义平面形变(GPD)或2.5D模型
8.3.3 三维模型
8.3.4 其他的考虑
8.4 加载条件和热机械应力
8.4.1 工艺曲线
8.4.2 加速热循环
8.4.3 各种领域中使用的模拟
8.5 形变机理
8.6 封装中热机械可靠性
8.6.1 焊料的疲劳行为
8.6.2 无铅焊料的寿命预测模型
8.6.3 基于损伤力学的方法
8.7 模型的证实
8.8 结论
参考文献
第9章 可靠性设计一无铅焊料互联的有限元模拟
9.1 引言
9.2 模拟
9.3 模型的几何结构
9.4 材料性质的讨论
9.5 失效判据的讨论
9.6 模拟中的困难
9.7 推荐的有限元几何模型
9.8 一个模拟256 PBGA的例子
9.9 用文献数据对失效理论作检验
9.10 可靠性设计
9.11 进一步研究的需要
9.12 结论
致谢
参考文献
第10章 无铅焊料缺陷的检测及失效分析
10.1 前言
10.2 锡铅和无铅合金
10.3 检测及分析技术
10.3.1 金属组织学研究和腐蚀
10.3.2 锡铅和无铅合金的微结构特征
10.3.3 无铅焊料光学外观较差的原因
10.3.4 锡铅和无铅焊料多次回流焊后的微结构
10.3.5 无铅焊料深腐蚀后的微结构特征
10.4 有各种表面镀层的无铅和混合组装中的空洞出现程度
10.5 跌落测试前后的微结构
10.6 X光检测系统
10.7 结论
致谢
参考文献
第11章 导电胶连接的可靠性
11.1 导电胶连接技术简介
11.2 各向同性导电胶连接中的可靠性
11.2.1 金属化
11.2.2 固化程度
11.2.3 冲击强度
11.2.4 失效机理
11.3 各向异性导电胶连接中的可靠性
11.4 理论研究与数值模拟
11.4.1 氧化与裂缝生长的理论分析
11.4.2 电性能模拟
11.4.3 各向同性导电胶连接的有限元应力分析
11.4.4 各向异性导电胶连接的工艺模拟
11.5 结论
致谢
参考文献
第12章 无铅焊料连接可靠性展望
12.1 焊料合金特性和界面反应
12.2 锡晶须生长
12.3 印制电路板的可靠性
12.4 焊料本构方程和热疲劳可靠性预测
12.5 动态机械加载试验
12.6 加速试验温度曲线和加速因子
12.7 复杂加载条件和总体可靠性优化
12.8 可靠性退化评估和器件再生利用
致谢
参考文献
附录A 专业术语汇总表
附件B 化学元素符号
本书可供从事电子产品研制、生产和使用的工程技术人员学习与参考,也可作为高等院校电子、材料和信息类等相关专业的师生的教学参考书。
地震作为一种主要的灾害,造成城市功能的瘫痪和人民生命财产的损失。城市道路交通系统是城市抗震系统的重要组成部分,它既是物资运输的通道,又是震时人员疏散、派遣营救人员的通道,是生死攸关的抗震救灾生命线。随...
液下泵更新换代产品----绿牌潜油泵 液下泵:是指叶轮(水平)中心线在液下方。是立式单级单吸悬臂式离心泵结构,叶轮为半开式叶轮,在叶轮吸入边延伸处设有搅拌叶片。用轴承座,支承座,联接管连接泵的水力部件...
所谓无铅有铅焊接指的是锡钎焊时所用焊接材料里面含不含铅的焊接。传统钎焊是用的铅锡合金焊料,熔点低,流动性好,焊接后的导电性好,得到十分广泛的普及。然而铅是个对人体健康有害的金属,这样就引起了无铅焊接的...

 漆包线浸焊用的抗氧化无铅钎焊料研制
漆包线浸焊用的抗氧化无铅钎焊料研制
漆包线浸焊用的抗氧化无铅钎焊料研制
目前使用的无铅焊料品种很多,但使用工作温度大都是300℃以下。超过300℃时,氧化加剧,在浸焊中无法使用,焊料浪费大。为解决高温下(大于300℃)无法正常使用问题,减少材料的氧化,经多次试验、分析,研制出可以在大于300℃以上工作温度浸焊的抗高温无铅软钎焊料,节约了原材料,降低了使用成本,解决了被焊铜线变细的技术问题。
焊接行业对无铅焊料的要求无铅焊料首先要能够真正满足环保要求,不能把铅去除了,又添加了新的有毒或有害的物质;要确保无铅焊料的可焊性及焊后的可靠性,并要考虑到客户所承受的成本等众多问题。概括起来讲,无铅焊料应尽量满足哪些要求?下面由深圳焊锡丝厂家的工作人员为大家介绍:

请点击此处输入图片描述
1、无铅焊料的熔点要低,尽可能地接近63/37锡铅合金的共晶温度1830C,如果新产品的共晶温度只高出1830C几度应该不是很大问题,但目前尚没有能够真正推广的,并符合焊接要求的此类无铅焊料;另外,在开发出有较低共晶温度的无铅焊料以前,应尽量把无铅焊料的熔融间隔温差降下来,即尽量减小其固相线与液相线之间的温度区间,固相线温度最小为1500C,液相线温度视具体应用而定。
2、无铅焊料要有良好的润湿性;一般情况下,再流焊时焊料在液相线以上停留的时间为30~90秒,波峰焊时被焊接组件管脚及线路板基板面与锡液波峰接触的时间为4秒左右,使用无铅焊料以后,要保证在以上时间范围内焊料能表现出良好的润湿性能,以保证优质的焊接效果;
3、焊接后的导电及导热率都要与63/37锡铅合金焊料相接近;
4、焊点的抗拉强度、韧性、延展性及抗蠕变性能都要与锡铅合金的性能相差不多;
深圳兴鸿泰锡业公司专业焊锡丝厂家,12年专注焊锡丝研发生产,提供焊锡丝、无铅焊锡丝、有铅焊锡丝、焊锡线、焊锡条及不同规格焊锡丝批发.
本文出处:http://www.xht01.com/
2019年8月30日,《电子设备可靠性预计模型及数据手册》发布。
2019年12月1日,《电子设备可靠性预计模型及数据手册》实施。

关键词:锡;资讯新闻;行业资讯;深度分析
文 ◎ 网络

无铅焊料是指含铅量低于1000ppm的焊料产品,无铅合金主要是在锡中加入银、铜、铋、锌、镍、铟、锑、铝、锰、钛、铈等元素,按不同搭配和百分比组成二元、三元和四元合金,甚至五元合金,以获得良好的工艺性能和可靠性。
需要指出的是,焊料合金中的某种元素超过一定量才能被认为是该合金的组成元素,一些微量存在的元素不会被列入合金的表达式中,因为其对合金性能没有明显的影响,无铅焊料在注册专利时,一般也是只认可超过一定含量的元素作为合金配方的一部分。
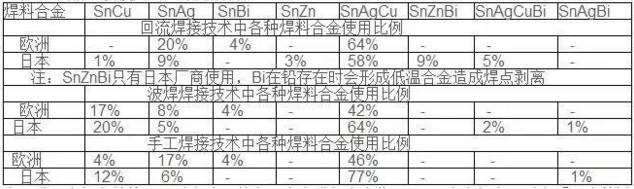
下图为目前市场上不同焊接工艺中焊料合金使用情况。
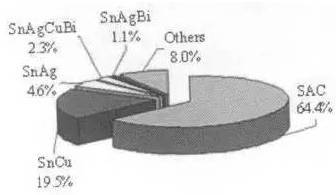
波峰焊中无铅焊料的使用情况

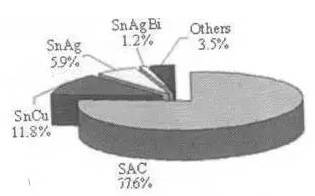
回流焊中无铅焊料的使用情况
手工焊中无铅焊料使用情况
其中波峰焊中仍以SAC为主流,但其对锡炉易产生强的蚀孔、对产品细引流产生锈蚀、对Cu产生严重腐蚀,还存在IMC沉积等问题;
SnCu抗扰性差,当成分发生微量变化会导致熔点上升,且润湿性差,焊点可靠性较差,使用时必须定期检查合金成分的变化,日本已开始使用SnCuNi替代。
回流焊中仍然以SAC 为主,其次二元合金Sn3.5Ag为日本JEITA和美国NCMS推荐。
手工焊中仍以SAC为主流,其替代合金选择上欧洲用SnAg、日本用SnCu。
下表为世界范围内普遍使用的无铅型焊料合金情况。
目前主要使用的无铅焊料合金
无铅焊料按熔点范围分包括高温合金{SnAu、SnSb}、中低温合金{SnZn}、中高温合金{SAC、SnAg、SnCu}及低温合金{SnIn、SnBi}。
目前使用较广泛的焊料合金中主要为中温系的二元和三元合金。一般高元合金大都呈现比低元合金具有更好的综合性能,但是四元以上合金体系凝结温度范围大,易产生裂纹,所以很少使用。

【免责声明】旺材锡加工公众号所转载仅供参考,发布本文之目的在于传播更多信息,并不意味着本公众号赞同或者否定本文部分以及全部观点或内容。旺材锡加工公众号对该资料或使用该资料所导致的结果概不承担任何责任。我们尊重原创者版权,除我们确实无法确认作者外,我们都会注明作者和来源。在此向原创者表示感谢。若涉及版权问题,请联系删除,谢谢。邮箱wangcaixiaoer@maicai360.cn