悬臂式气动攻牙机产品原理文献

 悬臂式掘进机的改型设计
悬臂式掘进机的改型设计
悬臂式掘进机的改型设计
在截割过程中,横轴式可以进行上下左右摇摆截割,方便灵活。可伸缩的截割臂,在解决掘进机掘进面窄的问题上发挥了很大作用,掘进机截割部可伸缩,加大了截割部的长度,从而加大了截割头经过的截割面,提高了掘进效率。
选择特殊符号
选择搜索类型
请输入搜索
悬臂式气动攻牙机是使用高压空气带动气动马达来带动攻牙的一种机械装置。气动攻牙机的马达是使用紧凑型的叶片式气动马达最大转速可达10000转每分钟以上,通过形星减速机构,可以达到大扭力输出的功能。
悬臂式气动攻牙机特点:轻便、灵活、高效以及具有其它类似设备无法取代的优点。悬臂式气动攻丝机避免了车床、钻床或手动攻丝的局限,省时、省力、不易烂牙、丝锥不易折断等。气动攻丝机适用于所有机械制造行业,机床、模具(厂)机械、塑胶机械、印刷机械、包装机械制造厂、工程机械、汽车摩托车零部件、航空发动机、机车车辆、烟草机械以及通用机械等行业。 气动攻牙机的气动马达配上机械式手臂,最大工作半径可以达到2000MM左右,可实现大工件及一个工件上多个孔位的时候,重复定位快,大大提高了工作效率,代替了手工攻丝。气动马达还可以配上带有扭力保护的安全夹头,可实现不断丝锥提高了工件的加工品质。
悬臂式气动攻牙机特点: 1、压缩空气驱动,安全快速高效。 2、较小气压力和气量(1-6.3Kg/cm2),超大扭力输出。 3、能对各种钢材、铁、铜、铝、塑料等材料攻丝。 4、筒夹带过载保护装置,丝攻损伤较少,螺牙精度高。 5、操作简单轻便,完全不需要经验和力量。 6、加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多。 7、较重的工作物不需要定位装置或移动,装加万向头可轻松搞定。 8、定位迅速快和较高的切削速度,增加生产量。 9、透孔或盲孔,丝攻均不致断裂、垂直、水平(万向)角度均能攻丝。气动马达有以下优点: 使用于爆炸性、腐蚀性、高温及潮温之工作环境。 无限段调整转速及冲击力。 气源要求:流量650L/min;压力7kg/平方厘米
用自定义线绘制,定义布置。
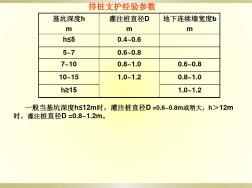
一般5米以下采用悬臂式,大于8米的必须用扶壁式。 话说,LZ以后提问题要赏分的~好习惯而已。
悬臂式和扶臂式挡土墙的主要区别在于扶壁式挡土墙每隔一段距离需要添加一道扶壁,而悬臂式挡土墙主要有其本身的部件构成。 PS:(1)悬臂式挡土墙由底板和固定在底板上的直墙构成,主要靠底板上的填土重量来维持...
悬臂式气动攻牙机操作注意事项: 一、调节垂直: 1、让气动马达下方的快换接头与工作桌面或工件的平面接触,确定快换接头与工作桌面垂直,(快换接头与工作桌面无间隙),然后再锁紧垂直板或万向头之4只固定螺丝。 2、将空气管接于三联件与马达之间。 二、气动马达操作 1、 气动马达压下前端之“扳机”则马达正转;攻丝,同时压下后端之“反转按钮”则气动马达反转;退出。 2、平行臂能很轻易的移动至攻丝位置,不要很用力往下压,让丝锥就像导螺杆似地、无阻力地进出螺孔。 三、空气要求: 1、进气管必须在3/8吋或10mm以上,长度不宜超过10M。 2、设定压力在3-6KG。 3、调整空气三联件之滴油速度为每分钟1至2滴,若滴油太快则马达上端会因排气中含油太多而变得湿润. 4、每天检查油杯中的油量、油质和滴油速度。 5、请使用气动工具专用油 (黏度30左右);推荐:缝纫机润滑油,清淡的润滑油。 四、扭力筒夹之扭力调整: 1、 通常扭力筒夹的扭力在出厂时即已设定好,但在攻较强韧之材料时或使用一段时间后,必须再调整, 设定扭力。 2、扭力筒夹外壳有2个小孔,允许做半个凹槽之扭力调整,这在调整M3以下的扭力控制非常重要。 3、使用一字起子挑起扣环,用尖嘴钳置入扭力调整环上的2个圆孔内,顺时针转则增加扭力,反时针转则减少扭力。 4、调整好后,将扣环插入筒夹外壳的小孔内,扭力即不再改变了。 5、扭力筒夹是保证高精度之螺纹,故扭力筒夹不能随意乱放、乱丢、乱摔,以免影响攻丝精度。 6、当气动马达不转时,一般情况是气力不够,请检查气压是否调至6-8KG即可。 7、当气动马达转,而扭力筒夹打滑,有可能是材质太硬或材质粘性高,请把扭力筒夹扭力调大。 8、在攻丝过程中,如有断丝锥的现象,检查是否马达与工件垂直,或扭力筒夹扭力过大,请将扭力筒夹扭力调小。
1.经常给空压机排水。空压机要经常排水,如果空压机水太多没及时排掉,会带到气动马达里面,时间久了,轴承变的不灵活。
2.气动攻牙机虑水的杯子(左边的杯)要经常排水。
3.双联件的油杯(右边的杯)要加油。气动攻牙机的气动马达里面主要是轴承和齿轮构成,很需要润滑。加油了,工作就灵活,气动攻牙机就经久耐用。
悬臂式掘进机的改型设计
悬臂式掘进机的改型设计
在截割过程中,横轴式可以进行上下左右摇摆截割,方便灵活。可伸缩的截割臂,在解决掘进机掘进面窄的问题上发挥了很大作用,掘进机截割部可伸缩,加大了截割部的长度,从而加大了截割头经过的截割面,提高了掘进效率。
气动攻牙机,又称气动攻丝机,是在传统攻牙机的基础上,适应分门别类的机械行业应运而生的螺纹加工设备。气动攻牙机为悬臂式(悬浮式)结构,一般分为两折或三折支架,有1100mm/1400mm/1500mm/2000mm等不同支架规格,各大厂家所生产的规格各有不同,亦可根据不同客户需求定制。气动攻牙机是通过高压空气带动马达转子叶片产生轴向旋转力,转子运动后经各齿轮副变速输出强大的扭力带动丝锥进行攻丝作业。气动攻牙机需要配套空气过滤器(气动双联件)予以保证对空压机中水分的过滤及为马达主轴给油。
气动攻牙机由于结构为悬臂式,工作范围广,可对小型工件及大型设备进行攻丝作业,是大型工件攻牙的首选,同是可以配套万向装置,可针对不同方位朝向的底孔攻丝。气动攻牙机具有重复定位快、加工面积大、攻牙效率高、不易断丝锥等优点。
气动攻牙机(按攻牙能力)主要有以下几种规格(公制):
1、M3-M12
2、M3-M16
3、M6-M24

气动攻牙机,又称气动攻丝机,是在传统攻牙机的基础上,适应分门别类的机械行业应运而生的螺纹加工设备。气动攻牙机为悬臂式(悬浮式)结构,一般分为两折或三折支架,有1100mm/1400mm/1500mm/2000mm等不同支架规格,各大厂家所生产的规格各有不同,亦可根据不同客户需求定制。气动攻牙机是通过高压空气带动马达转子叶片产生轴向旋转力,转子运动后经各齿轮副变速输出强大的扭力带动丝锥进行攻丝作业。气动攻牙机需要配套空气过滤器(气动双联件)予以保证对空压机中水分的过滤及为马达主轴给油。
气动攻牙机由于结构为悬臂式,工作范围广,可对小型工件及大型设备进行攻丝作业,是大型工件攻牙的首选,同是可以配套万向装置,可针对不同方位朝向的底孔攻丝。气动攻牙机具有重复定位快、加工面积大、攻牙效率高、不易断丝锥等优点。
气动攻牙机(按攻牙能力)主要有以下几种规格(公制):
1、M3-M12
2、M3-M16
3、M6-M24
气动攻牙机是使用高压空气带动气动马达来带动攻牙的一种机械装置。气动攻牙机的马达是使用紧凑型的叶片式气动马达最大转速可达10000转每分钟以上,通过形星减速机构,可以达到大扭力输出的功能。外观小巧,并可实现正反转。新款气动攻牙机特点:轻便、灵活、高效以及具有其它类似设备无法取代的优点。新款气动攻丝机避免了车床、钻床或手动攻丝的局限,省时、省力、不易烂牙、丝锥不易折断等。气动攻丝机适用于所有机械制造行业,机床、模具(厂)机械、塑胶机械、印刷机械、包装机械制造厂、工程机械、汽车摩托车零部件、航空发动机、机车车辆、烟草机械以及通用机械等行业。
气动攻牙机的气动马达配上机械式手臂,最大工作半径可以达到2000MM左右,可实现大工件及一个工件上多个孔位的时候,重复定位快,大大提高了工作效率,代替了手工攻丝。气动马达还可以配上带有扭力保护的安全夹头,可实现不断丝锥提高了工件的加工品质。气动攻牙机特点:
1、压缩空气驱动,安全快速高效。
2、较小气压力和气量(5-8Kg/cm2),超大扭力输出。
3、能对各种钢材、铁、铜、铝、塑料等材料攻丝。
4、筒夹带过载保护装置,丝攻损伤较少,螺牙精度高。
5、操作简单轻便,完全不需要经验和力量。
6、加工成本较使用CNC加工中心,铣床带攻丝器或手动攻丝低许多。
7、较重的工作物不需要定位装置或移动,装加万向头可轻松搞定。
8、定位迅速快和较高的切削速度,增加生产量。
9、透孔或盲孔,丝攻均不致断裂、垂直、水平(万向)角度均能攻丝。
气动马达有以下优点:
使用于爆炸性、腐蚀性、高温及潮温之工作环境。
无限段调整转速及冲击力。
超负荷操作而不会烧毁马达
气动攻牙机主要技术参数:
马达转速:250-90转/分钟
攻牙范围: M3至M22
扭力夹头:M3、M4、M6、M8、M10、M12、M14、M16、M18、M20、M22(标配)
工作最大半径:1900MM
气动攻牙机附件: 1.任选六种安全扭力丝锥筒夹; 2.空气三连件一套;
3.调节扭力的专用钳子一把;
4.六角扳手一套;
5.气动三点组合;
6.气动马达;
7.伸长臂;
8.固定座;
9.筒夹快换系统;
10.润滑装置。
气源要求:流量650L/min;压力7kg/平方厘米
气动攻牙机操作注意事项:
一、调节垂直:
1、让气动马达下方的快换接头与工作桌面或工件的平面接触,确定快换接头与工作桌面垂直,(快换接头与工作桌面无间隙),然后再锁紧垂直板或万向头之4只固定螺丝。
2、将空气管接于三联件与马达之间。
二、气动马达操作
1、 气动马达压下前端之“扳机”则马达正转;攻丝,同时压下后端之“反转按钮”则气动马达反转;退出。
2、平行臂能很轻易的移动至攻丝位置,不要很用力往下压,让丝锥就像导螺杆似地、无阻力地进出螺孔。
三、空气要求:
1、进气管必须在3/8吋或10mm以上,长度不宜超过10M。
2、设定压力在3-6KG。
3、调整空气三联件之滴油速度为每分钟1至2滴,若滴油太快则马达上端会因排气中含油太多而变得湿润.
4、每天检查油杯中的油量、油质和滴油速度。
5、请使用气动工具专用油 (黏度30左右);推荐:缝纫机润滑油,清淡的润滑油。
四、扭力筒夹之扭力调整:
1、 通常扭力筒夹的扭力在出厂时即已设定好,但在攻较强韧之材料时或使用一段时间后,必须再调整, 设定扭力。
2、扭力筒夹外壳有2个小孔,允许做半个凹槽之扭力调整,这在调整M3以下的扭力控制非常重要。
3、使用一字起子挑起扣环,用尖嘴钳置入扭力调整环上的2个圆孔内,顺时针转则增加扭力,反时针转则减少扭力。
4、调整好后,将扣环插入筒夹外壳的小孔内,扭力即不再改变了。
5、扭力筒夹是保证高精度之螺纹,故扭力筒夹不能随意乱放、乱丢、乱摔,以免影响攻丝精度。
6、当气动马达不转时,一般情况下是因为马达里面的气逼在那里,按一下反转按钮,如果不行的说话,用一个一字螺丝刀,在马达低部用力撬转一周。
7、当气动马达转,而扭力筒夹打滑,有可能是材质太硬或材质粘性高或工件不垂直,请把扭力筒夹扭力调大。
8、在攻丝过程中,如有断丝锥的现象,检查是否马达与工件垂直,或扭力筒夹扭力过大,请将扭力筒夹扭力调小。