焊条型号是根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分的,焊条型号编制方法如下:字母"E"表示焊条;前两位数字表示熔敷金属抗拉强度的最小;第三位数字表示焊条的焊接位置."0"及"1"表示焊要适用于全位置焊接(平、立、仰、横),“2“表示焊条适用于平焊及及平面焊,“4“表示焊条适用于向下立焊;第三位和第四位数组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条;附加“M“表示耐吸潮和力学性能有特殊规定的焊条;附加“-1“表示冲击性能有特殊规定的焊条。
CMC-EMagic6电焊条 HRC 54~592.6 3.2
CMC EMagic6为一高效型刀口焊条,实现低电流,高熔填率之理想;焊后熔金具优异韧性且耐冲击,饱满光滑,附着性佳,自动退壳,可机加工;适合于冷作钢损坏堆焊,特别适用于大型冲压模冲切部位。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上制作剪切边。
CMC-EMagic10电焊条 HRC 55~582.5 3.2
CMC EMagic10为一W、Cr含量较高之高效型刀口焊条,实现低电流,高熔填率之理想;适用于高速冲击之冲压模具刀锋与冲头,焊后熔金饱满光滑,附着性佳,自动退壳,可机加工,在高速高温的冲压工作环境下,也可保持耐磨性;特别适合于淬火硬化后模具损坏修复堆焊,仅一层可得较高硬度。熔金可随SKD11淬火,仍有高硬度。
CMC-Emagic7电焊条 HRC 52~55 3.2*350mm
CMC-Emagic7 为一可直接焊于铸铁与铸钢之神奇电焊条,焊接附着性佳,从第1层开始即可得高硬度,如果注意道间温度,则不会随着焊层数增加而降低硬度;另外,直接焊于热处理后的Cr12MoV钢上,有较高的硬度表现,特殊碱性包覆可减少气孔产生;可平焊、立焊、角焊,熔填率奇高,可加速焊补效率,于交流焊时起火性稍差。
CMC-E58电焊条 HRC 57~59 2.4, 3.2, 4.0
抗磨耗,硬度安定性高.适合于冷作钢损坏堆焊,特别是用于冷锻模、压延模、刀模、汽车冲压模、五金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-ECI55电焊条 HRC 55-58 3.2*350mm
特别适合用于深抽模具的R角修复与高硬度之拉延部位制作。可直接焊补于铸铁模具GGG70L、FCD、GM241等…熔金细密、具极高的耐磨硬度、易抛光。属高效焊条(熔填效率 120%)球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E46N电焊条 HRC 45-48 2.4, 3.2
直接在铸铁上施焊,对于冲压模的金属磨耗非常有效。焊接金属第一层为奥氏体组织;从2层开始为马氏体组织耐磨耗性好。火焰淬火铸铁也可直接堆焊。
CMC-E46H电焊条 HRC 44-49 3.2*350mm
特别适合用于钼铬铸铁模具的R角修复与拉延部位制作。熔金细密、易抛光可防止钣件的刮伤;硬度高,适用于高要求的拉延筋制造。球墨铸铁、灰口铸铁与火焰淬火铸钢也可直接堆焊。
CMC-E45电焊条 HRC 48~52 2.6, 3.2, 4.0
为一接合性较好之中硬度钢焊条,适用于空冷钢、铸钢:如ICD5、7CrSiMnMoV…等等。汽车板金覆盖件模具及大型五金板金冲压模具之拉延、拉伸部位修补,也可用于硬面制作。
CMC-E64N电焊条 3.2*350mm
铸铁用焊条,强度高、塑性好。适用于灰口铸铁及球墨铸铁、可机械加工。
CMC-ENCD电焊条 HRC 25~28 3.2*350mm
可直接在铸铁上施焊,特别适用于MoCr铸铁与球墨铸铁之焊补。为一低硬度铁基铸铁焊条,焊后可加工,且由于与铸铁之成分十分接近,所以不产生一般铸铁焊条之色差问题,且焊后可随同铸铁进行热处理。焊接性能良好,无气孔,裂痕。
CMC-E62N电焊条 3.2*350mm
特别适用于铸铁模具,由于含镍量减低,所以可降低成本,铸钢模硬面制作打底缓冲层。
CMC-E12HA电焊条 HRC 57-59 2.4, 3.2, 4.0
优异的红条,广泛使用于热锻、冷冲模、 抗磨耗硬面制作, 硬度安定性高, 使用于热锻模、冲压模、延压模、整边切模、车模、热滚压轮、耐磨耗机件之硬面制作。
CMC-E60A电焊条 HRC 60~62 2.6, 3.2
硬度稳定性高,耐中高温磨耗。适用于中碳钢,低合金钢之硬面制作,耐磨耗之刀具机件修补,车模,热锻冷锻切口模具焊补。
CMC-E30N电焊条 高张力、高韧度 2.6, 3.2
高硬度钢之接合,钢模座固定,铸钢模硬面制作打底缓冲层,龟裂之焊合。
CMC-E61N电焊条 3.2*350mm
适于各种铸铁,合金铸铁,钢与铸铁接合,镍及其合金等,或耐水压铸件之焊接。
CMC-E7W电焊条 HRC 53~55 3.2, 4.0
适用于空冷钢(ICD5)或铸钢之刀口制作与损坏堆焊,特别是用于制作汽车钣金模切边、冲孔、翻边部位,轻工钣金冲压模的切角、边。对于剪切工具的生产中,同样可以通过堆焊作为剪切边。也可以应用于耐磨耗机件之硬面制作。
CMC-E47N电焊条 HRC 44~50 3.2*350mm
可直接在铸铁上施焊之焊条,使用于铸铁模之刀口、延压部位十分方便。
CMC-EH10电焊条 HRC 46~52 3.2, 4.0
适用于中大型热锻模的生产、修复与表面再造。由于降低了铬含量,且提高钼、钨、钒的合金成分,形成高温磨耗与韧性的良好平衡,大幅提高截面积较大的热作模具使用寿命。广泛使用于中大型热锤锻模、热锻模具、热重力压铸模、耐磨耗机件之硬面制作。
CMC-EH13电焊条 HRC 55~58 2.4, 3.2
适合于热加工工具耐损坏焊补,特别是热切工具,热剪工具,热刨工具的切角边。对于在剪切加工工具的生产中,同样可以通过焊补在低合金或一般的钢上作为剪切边。

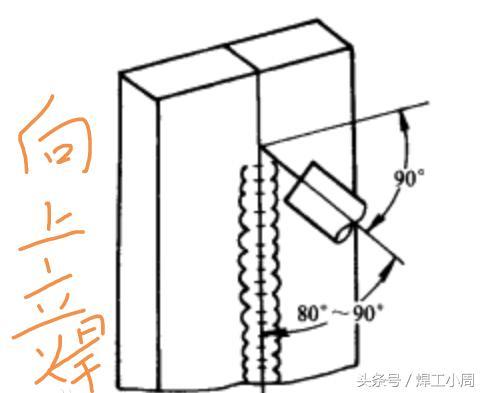
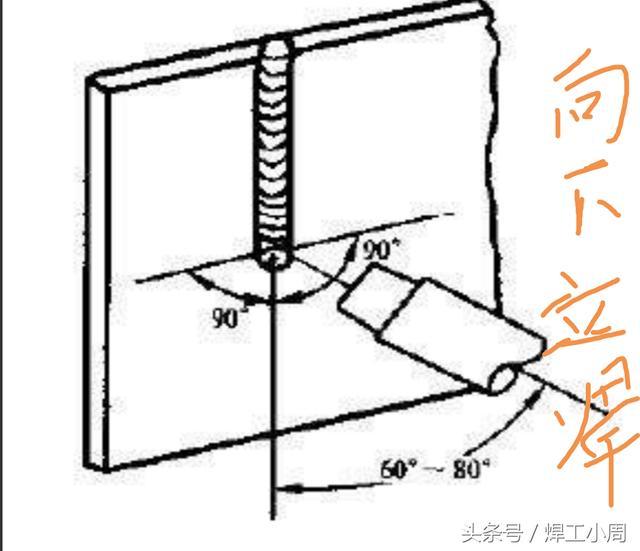
 燃气管道施工中的向下立焊工艺
燃气管道施工中的向下立焊工艺