旋转熔接机是通过一个电晶体功能设备将当前5
0/60Hz的电频转变成20KHz或40KHz的电能高频电能,供应给超声波焊接机转换器。转换器将电能转换成用于超声波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。
-

选择特殊符号
选择搜索类型
请输入搜索
初次使用欣宇旋转熔接机的认识及使用方法,有以下几个小步骤,需要按顺序去操作的,希望对初次使用旋转熔接机的朋友有帮助
首先安装旋转熔接机
一、机器安置:
为了方便机器之操作与保养维护,定置时间,故机器前后左右均应保留1-1.5米有效空间,如多机并列时,二机之间至少保留1.5米距离,给操作工以足够的活动空间。
二、基础安装:
基础必须充分牢固,足以支撑本机之重压,安置于基础上后,通过微调脚杯,确保机器台面的上平面处于水平状态。
三、电气、气压测试:(每天操作前测试,保证安全)
1.本机使用三相AC380V电源,应选用380V/41A的断路器才能符合本机对电源的要求。
2.电气控制箱:
①接通电源开关。
②自动手动开关切换至手动位置。
③气压调整设6kgf/c m2 左右,待调模完成后再升高至所需压力。
3.旋熔机为胶件旋转作业,气管应每3个月实施安全检查一次,发现有脆化或异常现象,必须更换有安全保障之新品,以避免气管断裂具急速下降损坏模具、压伤操作人员。
安装后了解操作注意事项
四、工作前电气、气压安全系统测试:(保护安全测试)
1.机械下降动作中,将开关扳至“调模”位置,再按上升按气压缸应马上上升,方为正常(电气、气压测试)。
2.手动操作时,按下“上升”或“下降”按钮,应有相应功能出现(电气、气压测试)。
五、注意事项:
1.采用轮式起重运输设备移动定位旋熔机时,特别注意上下坡,最好有人扶持,以免滑落压伤人员。
2.确认使用电压为三相AC380V,该机不用接零,但必接地。
3.气压暂时调至6kgf/c m2左右。
4.本机下降动作需同时按台面板前面的左、右两个绿色按钮才能下降,严禁自行改为单边按一个按进行操作。
5.试机时(自动或手动调模),上下模一定要放置胶件后方向进行。
6.当机器运转过程中出现异常情况进,请立刻按台面板中间的红色按钮,这时伺服电机停止转动,必须排除故障后才能重新开始进行操作。
六、停机
1.停机前请确认模具是否位于最上端,方可关闭电源。
2.停机后先断开电源开关,最后关闭气源。
3.确认电气源关闭开问题后,人员方可离开。
常见作业问题之原因及解决方法,如图所示:
七、最后一步是:进行操作开机:接通电源并在面板上开启电源开关,开户气源。
开机后显示屏上出现首屏如下:
1.触摸首屏右下角则萤光屏上出现第二屏(主页):
2.触摸主页监控键则萤光屏上出三屏,开机前用手转动转盘,当原点到位键出现黑圈时则回参考点到位,这时再回到第二屏时行操作。
3.按第二屏手动上升、手动上升、手动下降健,这时可进行上下模对位和高低调整。
4.分别触摸第二屏旋转行程、旋转速度、延迟时间、固化时间的方框,可进行转角、转速、上升下降时间的设定。
5.将第二屏左面旋钮至自动位置,右面旋转到下转位置,中间旋钮转至启动位置,右面旋至正转位置,中间旋钮旋转至启动位置,6.然后同时按机台前面两个绿色按钮则开始进行胶件的定位旋熔机。
型号 外形尺寸mm 重 量 电 源 电机功率 焊接面积
XY-3KW 750x675x1980 350Kg AC380V 3KW ¢200
XY-2KW 750x675x1980 320Kg AC220V 2KW ¢150
XY-1.5KW 750x675x1980 315Kg AC220V 1.5 KW ¢100
旋转熔接机是通过一个电晶体功能设备将当前5
0/60Hz的电频转变成20KHz或40KHz的电能高频电能,供应给超声波焊接机转换器。转换器将电能转换成用于超声波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。
1、振幅参数
振幅对于需要焊接的材料来说是一个关键参数,相当于铬铁的温度,温度达不到就会熔接不上,温度过高就会使原材料烧焦或导致结构破坏而强度变差。因为每一间公司选择的换能器不同,换能器输出的振幅都有所不同,经过适配不同变比的变幅杆及焊头,能够校正焊头的工作振幅以符合要求,通常换能器的输出振幅为10—20μm,而工作振幅一般为30μm左右,变幅杆及焊头的变比同变幅杆及焊头的形状,前后面积比等因素有关,形状来说如指数型变幅、函数型变幅、阶梯型变幅等,对变比影响很大,前后面积比与总变比成正比。贵公司选用的是不同公司品牌的焊接机,最简单的方法是按已工作的焊头的比例尺寸制作,能保证振幅参数的稳定。
2、频率参数
任何公司的超声波焊接机都有一个中心频率,例如20KHz、40 KHz等,焊接机的工作频率主要由换能器(Transducer)、变幅杆(Booster)、和焊头(Horn)的机械共振频率所决定,发生器的频率根据机械共振频率调整,以达到一致,使焊头工作在谐振状态,每一个部份都设计成一个半波长的谐振体。发生器及机械共振频率都有一个谐振工作范围,如一般设定为±0.5 KHz,在此范围内焊接机基本都能正常工作.我们制作每一个焊头时,都会对谐振频率作调整,要求做到谐振频率与设计频率误差小于0.1 KHZ,如 20KHz 焊头,我们焊头的频率会控制在19.90—20.10 KHz,误差为5‰。
旋转熔接机对于超音波范围以外圆形塑胶,适用于不易熔接塑胶,且韧性较高之圆形产品,如:脱水容器,汽机车滤油杯,喷水接头,热水瓶气胆,保温杯,球状玩具,油漆筒,保温锅,过滤心,浮标等。藉高速振动旋转磨擦生热原理,使塑胶加工物熔接表面熔解而达到熔接的效果。精心为生产厂商推出的机型,采用优良的控制系统,与世界知名品牌变频器马达制造商配合,设计出此款机型。优点:高扭力,高效力,耐操,实用性高,可任意调整变速时间 ,压力, 也可调整半自动式或全自动生产适用范围:汽机车滤油杯、喷水接头、浮标、油漆桶、热水瓶气胆保温杯、球状玩具等定位旋转式塑胶熔接机本机是利用高速电机带动部分待熔胶件高速旋转,使待熔面相互磨擦生热,继而加压熔接。 整机特点: 采用进口侍服电机驱动,运作平稳准确采用进口人机界面作为操作平台,使用简单、方便; 采用控制,工作安全可靠; 可根据需要任意设定停止位置,使产品达到定位熔接;适用范围 带圆形熔接位的圆形和非圆形产品,如保温杯、滤油杯、化油器、热水瓶气胆、喷水接头等须水密、气密的产品]针对不易以热熔、超音波熔接之尼龙、[等圆形或管状工件,如滤芯、塑胶圆管,塑胶杯、双层杯等产品,做高速旋转与加压运动,使上下工件于极短时间内达到熔解结合之设计,此原理使得加工后之结合力有水密、气密之极高效果。机构稳固,以防启动瞬停时之反作用力。可设计旋熔后,一并修边的装置。

 FTTH专用光纤熔接机操作指引
FTTH专用光纤熔接机操作指引
FTTH专用光纤熔接机操作指引
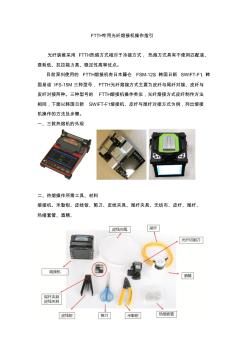
FTTH专用光纤熔接机操作指引 光纤装维采用 FTTH热熔方式相对于冷接方式, 热熔方式具有不使用匹配液、 衰耗低、抗拉能力高、稳定性高等优点。 目前深圳使用的 FTTH熔接机有日本藤仓 FSM-12S、韩国日新 SWIFT-F1、韩 国易诺 IFS-15M 三种型号, FTTH光纤熔接方式主要为皮纤与尾纤对接、皮纤与 皮纤对接两种。三种型号的 FTTH熔接机操作类似,光纤熔接方式皮纤制作方法 相同,下面以韩国日新 SWIFT-F1熔接机、皮纤与尾纤对接方式为例,列出熔接 机操作的方法及步骤。 一、三款热熔机的外观 二、热熔操作所需工具、材料 熔接机、米勒钳、皮线钳、剪刀、皮线夹具、尾纤夹具、无纺布、皮纤、尾纤、 热缩套管、酒精、 三、皮线与尾纤对接熔接方式 1、 制备尾纤,先将保护套管一端、热缩套管套入尾纤 2、使用米勒钳剥除尾纤外护套,剥离长度大约 4cm,用剪刀剪掉露出的凯芙拉 3、
 光缆熔接机操作图
光缆熔接机操作图
光缆熔接机操作图
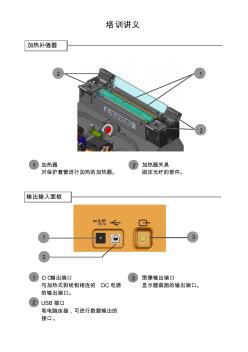
培训讲义 加热器 对保护套管进行加热的加热器。 加热器夹具 固定光纤的部件。 输出输入面板 DC输出端口 与加热式剥线钳相连的 DC电源 的输出端口。 图像输出端口 显示器画面的输出端口。 USB接口 和电脑连接,可进行数据输出的 接口。 1 1 2 3 2 1 2 2 3 1 2 加热补强器 秘密,禁止翻印和传阅 秘密,禁止翻印和 传阅 2 自我诊断错误编码内容一览表 部位 编码 错误名称 错误原因 主板 1E1 RAM检查错误 IC 异常(重新关机开机) 1E2 VRAM检查错误 IC 异常(重新关机开机) 1E3 温度传感器错误 温度传感器 IC 异常,相关配线断 1E4 气压传感器错误 气压传感器 IC 异常,相关配线断 1E5 RTC错误 时间设置错误,进入菜单调整 1E6 输入电压规格错误 电压不稳,更换电池 马达 2E1 ZL马达有误 马达工作不正常 马
旋转熔接机(英文注释:Rotary welding machines)是通过一个电晶体功能设备将当前50/60Hz的电频转变成20KHz或40KHz的电能高频电能,供应给超声波焊接机转换器。转换器将电能转换成用于超声波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。
旋转熔接机机样品 振幅对于需要焊接的材料来说是一个关键参数,相当于铬铁的温度,温度达不到就会熔接不上,温度过高就会使原材料烧焦或导致结构破坏而强度变差。因为每一间公司选择的换能器不同,换能器输出的振幅都有所不同,经过适配不同变比的变幅杆及焊头,能够校正焊头的工作振幅以符合要求,通常换能器的输出振幅为10-20μm,而工作振幅一般为30μm左右,变幅杆及焊头的变比同变幅杆及焊头的形状,前后面积比等因素有关,形状来说如指数型变幅、函数型变幅、阶梯型变幅等,对变比影响很大,前后面积比与总变比成正比。贵公司选用的是不同公司品牌的焊接机,最简单的方法是按已工作的焊头的比例尺寸制作,能保证振幅参数的稳定。
任何公司的超声波焊接机都有一个中心频率,例如20KHz、40 KHz等,焊接机的工作频率主要由换能器(Transducer)、变幅杆(Booster)、和焊头(Horn)的机械共振频率所决定,发生器的频率根据机械共振频率调整,以达到一致,使焊头工作在谐振状态,每一个部份都设计成一个半波长的谐振体。发生器及机械共振频率都有一个谐振工作范围,如一般设定为±0.5 KHz,在此范围内焊接机基本都能正常工作.我们制作每一个焊头时,都会对谐振频率作调整,要求做到谐振频率与设计频率误差小于0.1 KHZ,如 20KHz 焊头,我们焊头的频率会控制在19.90-20.10 KHz,误差为5‰。

旋转熔接样品 旋转熔接机对于超音波范围以外圆形塑胶,适用于不易熔接塑胶,且韧性较高之圆形产品,如:脱水容器,汽机车滤油杯,喷水接头,热水瓶气胆,保温杯,球状玩具,油漆筒,保温锅,过滤心,浮标等。藉高速振动旋转磨擦生热原理,使塑胶加工物熔接表面熔解而达到熔接的效果。精心为生产厂商推出的机型,采用优良的控制系统,与世界知名品牌变频器马达制造商配合,设计出此款机型。优点:高扭力,高效力,耐操,实用性高,可任意调整变速时间 ,压力, 也可调整半自动式或全自动生产适用范围:汽机车滤油杯、喷水接头、浮标、油漆桶、热水瓶气胆保温杯、球状玩具等定位旋转式塑胶熔接机本机是利用高速电机带动部分待熔胶件高速旋转,使待熔面相互磨擦生热,继而加压熔接。

根据工作方式的差别,超声波旋转式熔接机可以分为定位旋转式熔接机和非定位旋转式熔接机。 定位旋熔机适用于上下塑料件有严格定位,必须按照定位点严格粘合的产品焊接,精度要求很高;而非定位旋熔机则无此要求,只需将上下两个塑料件熔接到一起即可。
技术参数:
型号 外形尺寸mm 重 量 电 源 电机功率 焊接面积
XY-3KW 750x675x1980 350Kg AC380V 3KW ¢200
XY-2KW 750x675x1980 320Kg AC220V 2KW ¢150
旋转熔接机 XY-1.5KW 750x675x1980 315Kg AC220V 1.5 KW ¢100
