氩弧焊工艺与操作技巧
- 《氩弧焊工艺与操作技巧》2010年辽宁科学技术出版社出版的图书,作者是《焊接工艺操作技巧丛书》编委会。
-

选择特殊符号
选择搜索类型
请输入搜索
《氩弧焊工艺与操作技巧》采取工艺与操作相结合的形式,重点介绍了板、管子、管板,以及常用材料的氩弧焊工艺与操作技巧,并配以很多实例讲解,利于读者从这些实例中得到启发,并在实际生产中起到借鉴作用。
第一章 氩弧焊基础知识
第一节 氩弧焊原理与特点
第二节 氩弧焊的分类与应用
第三节 氩弧焊电弧燃烧机制
一、焊接电弧的构造
二、焊接电弧的静特性
三、氩气对电弧燃烧的影响
第四节 氩弧焊焊接材料
一、保护气体
二、电极材料
三、焊丝
第二章 钨极氩弧焊工艺与操作技巧
第一节 焊接设备
一、手工钨极氩弧焊
二、自动钨极氩弧焊
第二节 钨极氩弧焊工艺
一、坡口形式
二、工艺参数选择技巧
第三节 手工钨极氩弧焊操作技巧
一、基本操作技巧
二、板的钨极氩弧焊操作技巧
三、管道的手工钨极氩弧焊操作技巧
四、管板的手工钨极氩弧焊操作技巧
第四节 自动钨极氩弧焊操作技巧
一、操作技巧
二、操作实例
第五节 脉冲钨极氩弧焊工艺技巧
一、工艺与操作技巧
二、操作实例
第六节 其他钨极氩弧焊工艺与操作技巧
一、钨极氩弧点焊工艺与操作技巧
二、热丝钨极氩弧焊工艺与操作技巧
三、管一管、管板的自动钨极氩弧焊工艺与操作技巧
第七节 钨极氩弧焊的缺陷与防止
一、焊缝成形不良
二、烧穿
三、未焊透
四、咬边
五、裂纹
六、气孔
七、夹钨或氧化膜夹层
第三章 熔化极氩弧焊工艺与操作技巧
第一节 熔化极氩弧焊的特点和应用
一、熔化极氩弧焊的分类与特点
二、熔化极氩弧焊的应用
第二节 熔化极氩弧焊的熔滴过渡
一、熔滴过渡的形式
二、参与熔滴过渡的力
三、熔滴过渡的影响因素
第三节 熔化极氩弧焊的焊接设备
一、半自动熔化极氩弧焊
二、自动熔化极氩弧焊
第四节 熔化极氩弧焊工艺技巧
一、工艺参数的选择技巧
二、熔化极脉冲氩弧焊
第五节 熔化极氩弧焊操作技巧
一、半自动熔化极氩弧焊操作技巧
二、自动熔化极氩弧焊操作技巧
第六节 窄间隙熔化极氩弧焊工艺与操作技巧
一、细焊丝窄间隙焊接工艺
二、粗焊丝窄间隙焊接工艺
第七节 熔化极氩弧焊的缺陷与防止
一、焊缝成形不良
二、夹渣或氧化膜夹层
三、气孔
四、烧穿
五、未焊透或未熔合
六、咬边
七、裂纹
第四章 常用金属材料的焊接工艺与操作技巧
第一节 不锈钢的焊接工艺与操作技巧
一、焊接特点
二、焊接工艺与操作技巧
三、操作实例
第二节 铝及铝合金的焊接工艺与操作技巧
一、焊接特点
二、焊接工艺与操作技巧
三、操作实例
第三节 钛及钛合金的焊接工艺与操作技巧
一、焊接特点
二、焊接工艺与操作技巧
三、操作实例
第四节 铜及铜合金的焊接工艺与操作技巧
一、焊接特点
二、焊接工艺与操作技巧
三、操作实例
第五节 纯镍及镍基合金的焊接工艺与操作技巧
一、焊接特点
二、焊接工艺与操作
三、操作实例
第六节 其他材料的氩弧焊操作实例
一、碳素结构钢的氩弧焊
二、合金结构钢
三、低、中合金耐热钢
第七节 氩弧堆焊工艺与操作技巧
一、操作工艺与技巧
二、操作实例
第五章 氩弧焊安全技术
第一节 焊接安全用电
一、触电事故的原因_
二、防止触电事故的措施
第二节 氩弧焊的安全措施
一、氩弧焊的安全卫生要求
二、安全防护措施
参考文献
……
《氩弧焊工艺与操作技巧》一书,由《焊接工艺操作技巧丛书》编委会编著,辽宁科学技术出版社出版。全书共分5章,分别介绍了钨极氩弧焊、熔化极氩弧焊的设备、焊接材料、焊接工艺与操作技巧、常用材料的氩弧焊工艺与操作技巧,氩弧焊的质量控制与安全技术。
焊接广泛应用于宇航、航空、核工业、造船、建筑及机械制造等工业部门,在中国的经济发展中,焊接技术是一种不可缺少的加工手段,但当前焊接专业人员的培养远远满足不了社会的用工需求。特别是二保焊、氩弧焊、手工弧...
焊工证实际上就是特种作业操作证。其实跟上岗证差不多,只是说明你经过安全培训合格,可以上岗操作。这里的特种作业操作证上面写明了是电、气割焊。氩弧焊实际就是焊接的一类,还有就是气割(氧气+乙炔)都属于了。...
氩弧焊工资在电焊行业是最高的,因为很多比较严格的焊口必须用氩弧焊进行打底焊接,而且焊口融合和抗拉强度都比其他电焊强。最好还是两项技术都学。电焊比氩弧焊生产率高,成本低。因此适用范围比较广泛。氩弧焊虽然...

 氩弧焊工艺
氩弧焊工艺
氩弧焊工艺
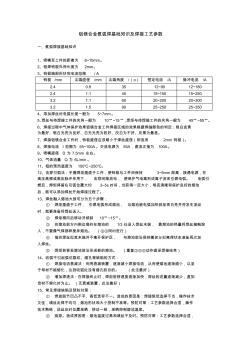
铝镁合金氩弧焊基础知识及焊接工艺参数 一、氩弧焊接基础知识 1、喷嘴至工件的距离为 8~10mm。 2、铝焊钨极外伸长度为 2mm。 3、钨极端部形状和电流范围 / A 钨极 /mm 尖端直径 /mm 尖端角度 /(o) 恒定电流 /A 脉冲电流 /A 2.4 0.8 35 12~90 12~180 2.4 1.1 45 15~150 15~250 3.2 1.1 60 20~200 20~300 3.2 1.5 90 25~250 25~350 4、添加焊丝时电弧长度一般为 5~7mm。 5、焊丝与待焊接工件的夹角一般为 10°~15°,焊炬与待焊接工件的夹角一般为 45°~55°。 6、焊接过程中气体保护效果铝镁合金工件焊接区域的效果根据焊缝颜色的判定:银白金黄 为最好、银白光亮为良好、白无光亮为较好、灰白为不好、灰黑为最差。 7、焊接铝镁合金工件时,钨极直径应该略小于焊丝
 熔化极自动氩弧焊工艺研究与应用
熔化极自动氩弧焊工艺研究与应用
熔化极自动氩弧焊工艺研究与应用
熔化极自动氩弧焊工艺研究与应用——本文作者通过试验确定了铝及铝合金熔化极自动氩弧焊接工艺参数并在生产中应用。取得了良好的经济效益。通过生产验证证明。亚射流过渡可以在普通的等速送丝焊接设备上实现并可获得理想的接头质量。熔化极自动氩弧焊工艺可以稳...
全书共分6章,分别介绍了埋弧焊的设备、焊接材料、各种工况条件的焊接工艺与操作技巧、常用材料的埋弧焊工艺与操作技巧、埋弧焊的质量控制与安全技术。采取工艺与操作相结合的形式,重点介绍了典型的对接直焊缝、环焊缝、角焊缝,常用材料的焊条电弧焊工艺与操作技巧以及各种形式的埋弧焊技巧,并配以大量实例讲解,以利于读者对知识的更快、更好的理解和深入。
《气焊、气割工艺与操作技巧》:焊接工艺与操作技巧丛书
《气焊、气割工艺与操作技巧》共分6章,分别介绍了气焊、气割设备和工具、气焊工艺与操作技巧、常用金属材料的气焊、气体火焰堆焊、手工和机械气割及气焊、气割安全技术等内容,并配以实例讲解,以利于读者从这些实例中得到启发,并在实际生产中起到借鉴作用。
《气焊、气割工艺与操作技巧》采用新规范、新标准,内容通俗、特别注重实用性,可供各行各业的焊工、焊接技术人员学习使用。
