压力机的技术参数其他参数文献

 技术参数及其他要求
技术参数及其他要求
技术参数及其他要求
第 1页,共 7页 技术参数及其他要求 一 设备名称及数量: 全数字化高档彩色多普勒超声诊断仪 壹套 二 设备用途: 2.1 主要用于心脏、腹部、妇产科、胎儿、小器官、外周血管及经颅多普勒等常规诊断和科研工作; ▲2. 2 该超声设备必须具备剪切波超声成像平台技术,以利于今后升级到开展的组织硬度定量研究工作,支 持 RF射频信号输出平台。 2.3 此系统必须具有极佳的深部成像技术,以利于肥胖病人的超声检查和诊断; 2.4 该设备的功能须为世界领先水平,具有开展心脏、腹部、妇科、产科、外周血管、小器官等新技术的 能力 , 该设备为各厂家最高端机型。 2.5 系统要具有升级能力的设计,以满足将来扩展新的临床应用的需求; 三 主要技术规格及系统概述 3.1 系统概述: 3.1.1 全数字化超声成像系统; 3.1.2 全数字化多路波束形成器; 3.1.3 发射与接收数字通道数 ≥ 60000
 压力表技术参数 (2)
压力表技术参数 (2)
压力表技术参数 (2)
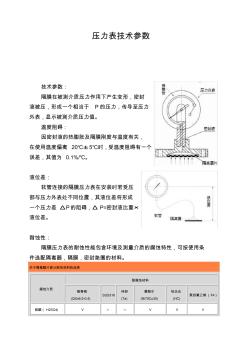
压力表技术参数 技术参数: 隔膜在被测介质压力作用下产生变形,密封 液被压,形成一个相当于 P的压力,传导至压力 外表,显示被测介质压力值。 温度阻碍 : 因密封液的热膨胀及隔膜刚度与温度有关, 在使用温度偏离 20℃±5℃时,受温度阻碍有一个 误差,其值为 0.1%/℃。 液位差: 软管连接的隔膜压力表在安装时若受压 部与压力外表处不同位置,其液位差将形成 一个压力差 ΔP的阻碍,Δ P=密封液比重× 液位差。 耐蚀性: 隔膜压力表的耐蚀性能包含环境及测量介质的腐蚀特性,可按使用条 件选配隔离器,隔膜,密封垫圈的材料。 关于隔离膜片部分耐蚀材料的选择 腐蚀介质 耐腐蚀材料 锡青铜 (QSn6.5-0.4) SUS316 纯钽 (Ta) 蒙耐尔 (Ni70Cu30) 哈氏合 (HC) 聚四氟乙烯(F4) 硫酸( H2SO4) V △ ○ V V V 硝酸( HNO3) ╳ V