印刷耐刮擦试验机技术指标文献

 陶瓷砖试验技术指标统计
陶瓷砖试验技术指标统计
陶瓷砖试验技术指标统计
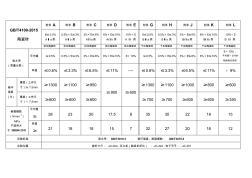
GB/T4100-2015 陶瓷砖 附录 A 附录 B 附录 C 附录 D 附录 E 附录 G 附录 H 附录 J 附录 K 附录 L E≤ 0.5% AⅠa类 0.5%<E≤3% AⅠb 类 3%<E≤6% AⅡa类 6%<E≤10% AⅡb 类 10%<E A Ⅲ 类 E≤0.5% BⅠa类 0.5%<E≤3% BⅠb 类 3%<E≤6% BⅡa类 6%<E≤10% BⅡb 类 10%<E B Ⅲ 类 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 吸水率 (质量分数) 平均值 ≤0.5% 0.5%<E≤3% 3%<E≤6% 6%<E≤10% E>10% ≤0.5% 0.5%<E≤3% 3%<E≤6% 6%<E≤10% E>10%, 平均值> 20%时 制造商应说明 单值 ≤0.6% ≤3.
 试验机、微机控制电子万能试验机WDW-10
试验机、微机控制电子万能试验机WDW-10
试验机、微机控制电子万能试验机WDW-10
file:///D|/bihecpdf/ 试验机、微机控制电子万能试验机 WDW-10 试验机、拉力机、万能试验机 .htm[2010-1-9 1:21:28] ●主机:该机采用单空间门式结构,拉伸,压缩 , 弯曲均在下空间。主机部分由两根导向立柱、两根滚珠丝杠 ,上横梁、中横梁、工作台组成落地式框架,调速系统安装在工作台 下部。由调速精度高、范围宽、性能稳定的日本松下交流伺服电机通过同步齿形带减速系统带动滚珠丝杠副旋转,滚珠丝杠副驱动中横梁,带动拉伸辅具(或压缩、弯曲等辅 具)上下移动,实现试样的加荷与卸载。该结构保证机架有足够的刚度,同时实现高效、平稳传动。主机主要零部件在加工中心进行加工,保证了主机的精度。 滚珠丝杠 为E5级。 ●附具标准配置:楔型拉伸附具、压缩附具、弯曲附具各一套。楔型拉伸附具采用手动旋转夹紧方式、夹持方便、可靠、不滑移、夹紧过程中钳口不动,夹具体上下移动。试样