压瓦机长久之道文献

 840彩钢压瓦机特点840彩钢压瓦机用途
840彩钢压瓦机特点840彩钢压瓦机用途
840彩钢压瓦机特点840彩钢压瓦机用途
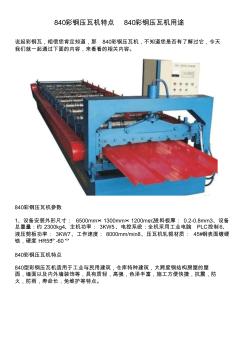
840彩钢压瓦机特点 840彩钢压瓦机用途 说起彩钢瓦,相信您肯定知道,那 840彩钢压瓦机,不知道您是否有了解过它,今天 我们就一起通过下面的内容,来看看的相关内容。 840彩钢压瓦机参数 1、设备安装外形尺寸: 6500mm× 1300mm× 1200mm2、进料板厚: 0.2-0.8mm3、设备 总重量:约 2300kg4、主机功率: 3KW5、电控系统:全机采用工业电脑 PLC控制6、 液压剪板功率: 3KW7、工作速度: 8000mm/min8、压瓦机轧辊材质: 45#钢表面镀硬 铬,硬度 HR55°-60° 840彩钢压瓦机特点 840型彩钢压瓦机适用于工业与民用建筑,仓库特种建筑,大跨度钢结构房屋的屋 面,墙面以及内外墙装饰等,具有质轻,高强,色泽丰富,施工方便快捷,抗震,防 火,防雨,寿命长,免维护等特点。 经该机辊轧成型的压型板,既庄重高雅,又美观新颖,而且外观平整,波纹
 840压瓦机彩钢瓦设备彩钢瓦机
840压瓦机彩钢瓦设备彩钢瓦机
840压瓦机彩钢瓦设备彩钢瓦机
840 压瓦机适用于工业与民用建筑、仓库特种建筑、大跨度钢结构房屋的屋面、墙面以及内 外墙装饰等,具有质轻、高强、色泽丰富、施工方便快捷、抗震、防火、防雨、寿命长、免 维护等特点。 大型钢结构施工专用 25-210-840 铁皮屋顶板成型高配置压瓦机技术参数: 1、设备安装外形尺寸 :7200mm*1500mm*1200mm, 2、进料板厚 :0.15-1.2mm, 进板宽度 :1000mm, 3、设备总重量 :约 3.5 吨, 4、成型道数 :14排 , 5、主机功率 :名牌电机 5.5KW , 液压剪板功率 :4KW , 6、电控系统 :全机采用工业名牌电脑 PLC 变频控制 , 7、工作速度 :10000mm/min,8 、压瓦机轧辊材质 :45#钢表面镀硬铬 ,硬度 HR55° -57,° 9、设备大架全部由 350#工字钢焊接 ,中板厚度 :16mm, 10、传动方

