
本文为夹具侠整理,转载请注明出处
夹具设计不仅需要了解机床加工工艺、材料性能, 在设计液压夹具时还必须正确使用液压元件。本期直播夹具侠为大家请来了大连光洋液压技术部部长刘宇带大家走进液压元件的内部世界。
油缸基本组成

图1
油缸的主要部分包括油缸缸体、活塞杆、端盖以及密封圈。活塞杆和油缸缸体表面粗糙度至少达到半镜面才能保证有效密封。O型圈、格莱圈和斯特封是用来封油的,格莱圈和斯特封尤其适用于滑动配合和旋转配合,能够承受较高的油压,而且寿命较长。
油缸分类
油缸一般只有伸和缩的功能,一般负责抬升,而夹紧器装上压板后可以对工件进行有效的夹紧固定,但是本质上是一样的。
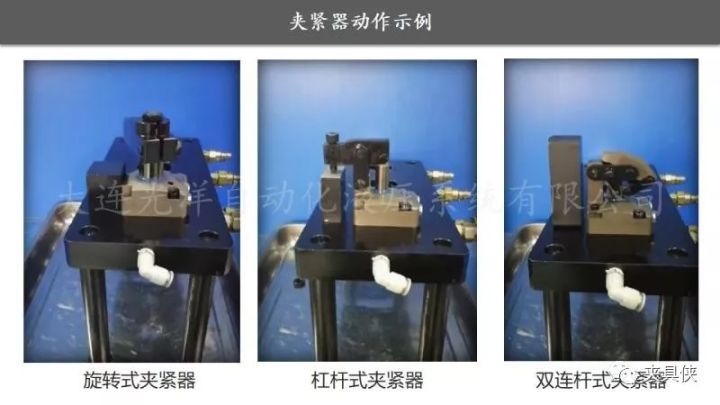
图2
油压夹紧器可分为旋转式夹紧器、杠杆式夹紧器以及双连杆式夹紧器。旋转式夹紧器(转角缸)在夹紧和放松过程中,压板会有一定的角度,一般90度,装卸非常方便。杠杆式夹紧器类似四杆机构原理,在油缸压紧时保证压紧状态可靠,松开时保证压板在80-90度,方便装卸。双连杆式夹紧器运行动作占用空间很小,适用于狭窄的场合。
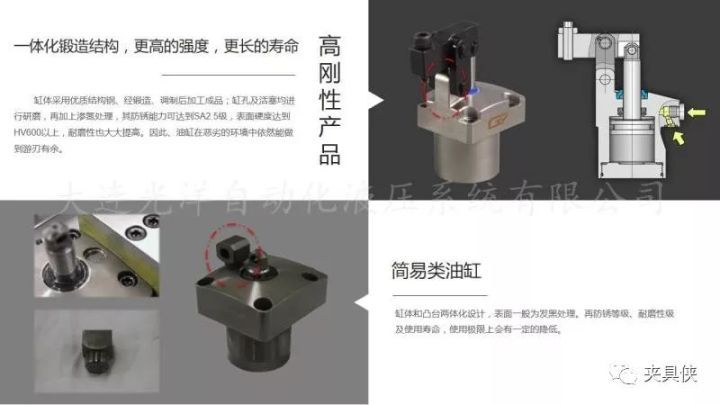
图3
杠杆缸
市场上的杠杆缸又分为一体化锻造的高刚性产品和简易类油缸。
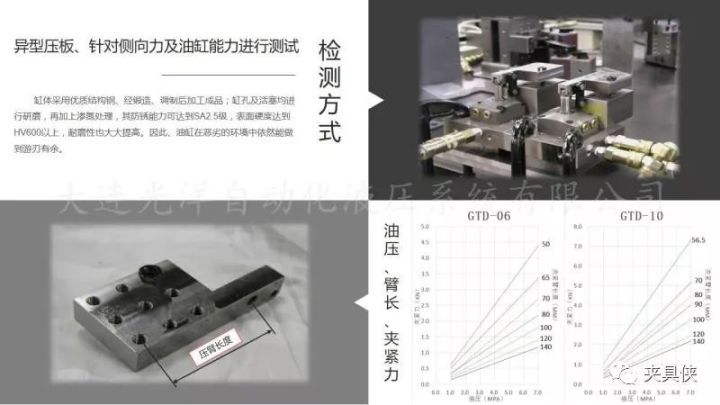
图4
在设计夹具时有时需要在压板偏置的情况下使用油缸,会生出很大的径向力造成销轴的机构的损坏,所以还是尽量采用一体化油缸保证使用寿命。油缸臂长和夹紧力的关系必须注意,将力控制在一个合理的范围内。
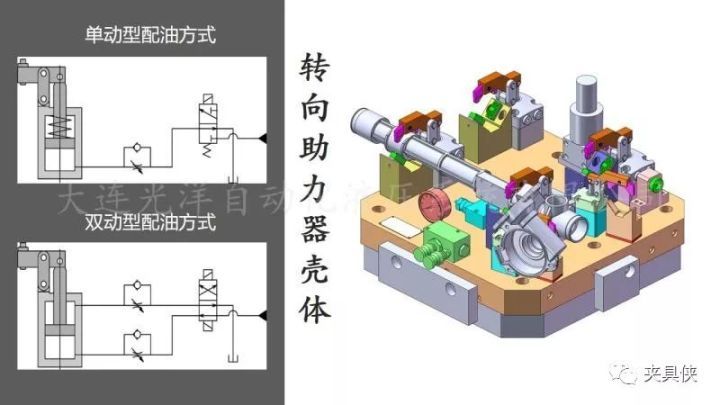
图5 两工位卧加保压夹具
图5工件需要镗中间的长孔,两头加工。夹具采用3个杠杆式夹紧器和3个V型块定位,杠杆缸压板做成活的压紧机构,一个压板压两个点。
杠杆缸的价格比转角缸低百分之三十左右,稳定性特别好。
转角缸
转角型夹紧器活塞杆能承受较大的径向力,上面有3组螺旋槽控制活塞前进和收回时的旋转角度。对于转角缸在旋转过程中由于速度太快精度降低的问题,可以在用销把压板和活塞杆锁死,或者让钢球和螺旋槽刚性连接。但是当油缸的转速或使用频率很高时,为了保证使用寿命螺旋槽和钢球还是选择柔性接触。
活塞杆安装分为圆柱型安装和锥面安装。圆柱面安装压板加工非常麻烦,压板不仅需要上面锁螺母,侧面还需应用螺丝将压板和活塞杆锁紧,但是油缸和压板拆卸非常方便。
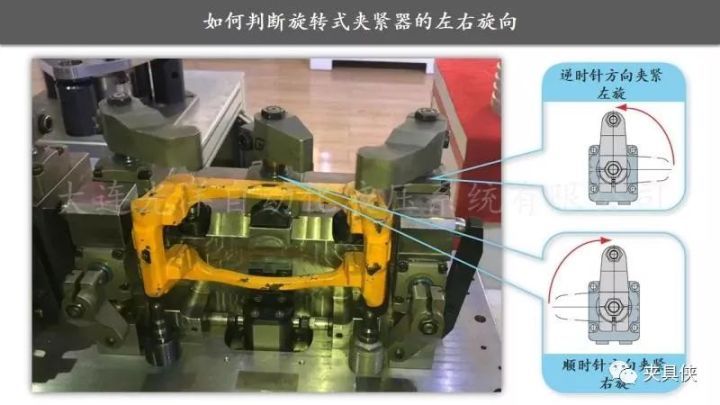
图6
俯视转角缸如果油缸逆时针方向夹紧则定义为左旋,反之则为右旋。
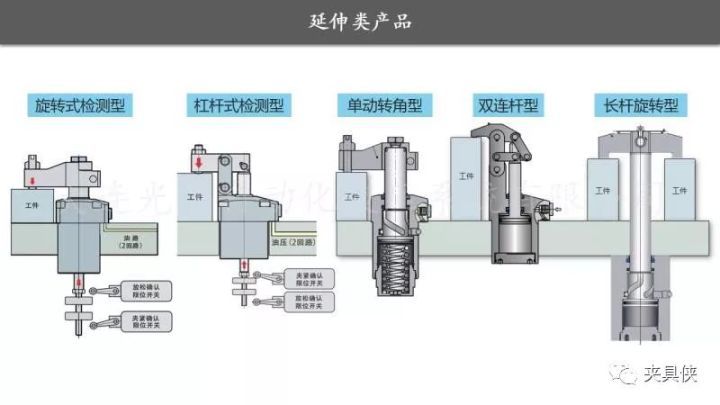
图7
双出杆油缸在活塞杆下方装两个限位开关,通过活塞走的位置不同确认油缸状态,通过电信号反馈到操作系统,多用于立式加工中心的自动化生产。
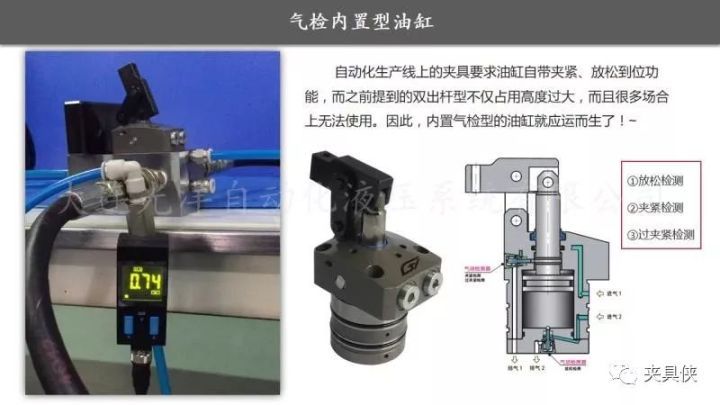
图8
气检型油缸上面安装了两个气检开关阀,适用于自动化夹具。夹紧检测时当压板走到合适的位置,气压传感器会封死,压力提高达到2公斤气压,代表油缸完成夹紧。

图9 低压辅助支撑
低压辅助支撑活塞升起时活塞杆以非常小的力碰到工件后会停止以一个非常大的力将工件抱死,形成辅助支点。内侧开口锥套和外侧不开口锥套通过锥面和钢球进行接触。
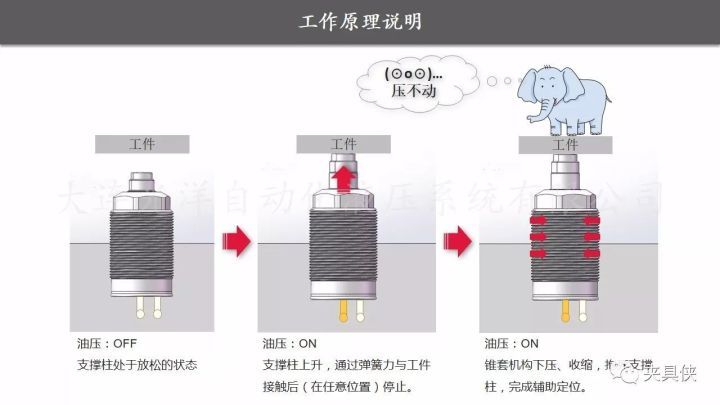
图10
当进油侧供给油压时,活塞杆伸出,以微小的弹簧力接触工件,停止在任意位置。再通过锥套下压抱紧活塞杆完成辅助支撑定位。

图11
低压辅助支撑由支撑柱、钢球、外锥套、内锥套、过油孔和下活塞组成,内外锥套及钢球的配合关系通过小角度增力使油缸下压,产生非常大的抱紧力。钢球的作用是提供更低的摩擦系数。
图11左侧夹具针对两个壁厚1.5mm半球焊接成的工件,半球半径在130mm左右,焊接后总长在300mm左右。通过点阵型辅助支撑将工件抱死,再上车床进行车削加工。
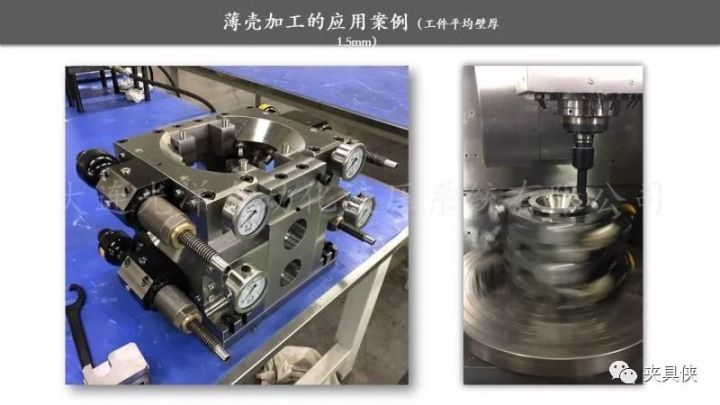
图12

图13 四轴液压夹具

图14
图13的四轴液压夹具加工汽车刹车钳支架,整个夹具有四个动作,对中、前面两个和上面两个小转角缸预压紧、下面三个大的转角缸主压紧、四个辅助支撑进行定位。整个夹具只有一进一出两根油管,通过顺序阀和节压阀实现夹具的四个动作。相较于手动夹具,效率大大提高。
特殊液压元件

图15
三点定心机构和两点对中机构,其撑涨定心特点完美解决了传统圆销、菱销装卸工件困难的问题,产品重复定位精度可以达到0.01mm,大部分用于轮毂夹具、连杆夹具等。是一个完全封闭结构,所有滑动面和静止面都密封处理,即使经过长时间使用,也没有切削液和铁屑进入产品内部。

图16

图17
图18

图19 气检型三点定心机构

图20

图21
手动夹具改装成液压夹具后用于自动化生产,大大提高精度和降低废品率。分两步,第一步在L板和桥板上设置油路,选取合适的油缸,将油缸装到位。第二步在四轴转台或者尾座加装旋转接头芯轴,在芯轴尾部配上旋转接头。

图22
旋转接头分为四部分,中间的旋转轴、外面的壳体、密封用的格莱圈和旋转用的轴承。图22中双工位的两个工位上各装一个旋转接头,再在中间的立柱加一个旋转接头为两边的双工位提供持续供油。

图23旋转接头加工工艺
应用案例

图24

图25
— 思 维碰 撞 —
Q:转角油缸经常有转不到位或转过位情况,造成与定位点不能一一对应,这是什么情况导致的?
A:两个原因,一个是油缸本身问题,角度不准或者螺旋槽损坏,另一个可能是油缸压板过重,或速度过快引起的。
Q:支撑缸对油品有什么样的要求?
A:油品中不能含有任何铁屑和杂质,不过辅助支撑由于活塞和活塞行程小,对油品的要求相对较低。辅助支撑上面的过油孔如果被堵住,辅助支撑就会失效。
再次感谢刘宇为大家带来液压元件的分享,欢迎大家在下方评论!


 六工位支重轮座液压夹具设计
六工位支重轮座液压夹具设计