硬质合金V-CUT刀
- V-CUT刀,即V刻刀,V坑刀,微刻刀,各地的叫法有所不同,因为其主要材质为硬质合金也就是钨钢,也称为整体硬质合金(钨钢)V-CUT刀。主要用于V-CUT机上面对印制电路板线路板(PCB板)上切削加工出V形槽,以方便对单独线路板的精细加工。是线路板生产方面常用的电子切削刀具。
-

选择特殊符号
选择搜索类型
请输入搜索
整体硬质合金V-CUT刀产品规格有如下6种:
序号外径×内径×厚度 齿数 角度
1、 φ56.3×φ25×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°,
2、 φ51.3×φ25×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°,
3、 φ51.3×φ25×2.0, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°,
4、 φ39.5×φ17×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°,
5、 φ32×φ17.5×2.4, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°,
6、 φ28×φ15×2.0, 48齿,角度20°,25°,30°,35°,40°,45°,50°,55°,60°。
V-CUT刀从十九世纪四代的开发应用至今,经历了从普通钢质V-CUT刀→高速工具钢V-CUT刀→焊接合金V-CUT刀→聚晶金钢石V-CUT刀→整体硬质合金V-CUT刀的这么一个发展应用过程,基于整体硬质合金V-CUT刀有着极高的性价比(刀刃锋利,耐磨耐用,价格适中,产品标准化生产),随着众多追求高品质印制线路板厂家多年的试用比较,整体硬质合金钨钢V-CUT刀优越的性价比已被广大印制线路板厂家所接受采用,业已成为印制线路板V槽加工通用的普选刀具。
V-CUT刀的材质发展也是跟随市场经济发展的结果,一般普通V-CUT刀采用的材料:铁、锣钢、高速钢、碳钢、合金焊接、人造金刚石(钻石)、硬质合金。主要以高速钢、焊接镶嵌合金、金刚石、硬质合金材料为主。
1. 高速工具钢V-CUT刀材质性能特征
高速工具钢需经热处理后的使用硬度可达HRC60以上,在600℃左右的工作温度下仍能保持较高的硬度,其韧性、耐磨性和耐热性均相对较好。但是,切削温度超过600度时,硬度和耐磨性明显降低。
优点:材质价格非常低;制作工艺成熟,容易加工。
缺点:不耐磨,需频繁换刀磨刀,影响生产效率。
2.焊接合金V-CUT刀材质性能特征
焊接合金V-CUT刀为焊接组合刀具,刀体为一般钢质材料,刃口部分焊接钨钢刀粒。早期为台湾生产,后经大陆引进并普遍生产,质量优劣主要区别于焊接刀粒的材质及焊接技术的掌握。焊接技术要求高,钨钢刀粒经高温焊接后会提升其脆性,如焊接不良,在V-CUT加工时会产生较高的断齿率。
优点:用途较为广泛,价格较为偏宜。
缺点:因焊接提升了钨钢刀刃的脆性,品质难保障,断齿率高。
3.金刚石V-CUT刀材质性能特征
金刚石刀具材质比较坚硬,硬度可达8000HV。工艺较复杂,加工比较困难。精度难以保证。材质较坚硬,同时其脆性也较大,发生碰撞时易崩刃断齿。但是耐磨性好;生产的V-CUT刀效果非常好!
优点:硬度高,耐磨性极好。
缺点:价格昂贵,加工工艺复杂,难度大,脆性强,稍有碰撞时易产生崩刃、断齿现象。
4.整体硬质合金V-CUT刀
整体硬质合金V-CUT刀又名整体钨钢V-CUT刀,是一款极具性价比的高品质V-CUT刀,整体采用硬质合金精制而成,硬质合金是一种采用优质碳化钨 钴粉料经配方配比混合后通过压制烧结制成硬质合金圆片,然后再经先进的硬质合金精磨工艺制成的切削刀具。
硬质合金按晶粒大小区分,硬质合金可分为普通硬质合金、细晶粒硬质合金和亚细、超细晶粒硬质合金。按主要化学成分区分,可分为碳化钨基硬质合金和碳化钛基硬质合金。碳化钨基硬质合金包括钨钴类(YG)、钨钴钛类(YT)和添加稀有碳化类(YW)三类,它们各有优缺点,主要成分为碳化钨(WC)、碳化钛(Tic)、碳化铌(NbC)等常用的金属粘接相是Co。碳化钛基硬质合金是以Tic为主要成分的硬质合金,常用的金属粘接相Mo和Ni。
具有硬度高(86~93HRA,相当于69~81HRC)仅次于金刚石、热硬性好(可达900~1000℃,保持60HRC);抗弯强度高(MPa5100)、良好的抗冲击韧性和抗腐蚀性极高的化学惰性等一般合金刀片所没有的特性。经精磨而成的硬质合金V-CUT刀具有光洁度高、刀刃锋利、高耐磨性,使用寿命长比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。一次将机使用寿命是普通材质V-CUT刀的10至几十倍,可大幅减少频繁换刀磨刀的次数,提高生产效率的特点,无崩刃、卷刃现象。
优点:高硬度、高强度,高耐磨性,使用寿命长,显著提高生产效率。精密加工,光洁度高、刀刃锋利、加工V槽表面光洁度高,无毛边毛刺,大幅提高产品质量。
缺点:硬质合金材料贵;因其硬度极高,所以,加工难度高;价格贵介于高速工具钢V-CUT刀和聚晶金刚石V-CUT刀之间。
采用整体硬质合金V-CUT刀加工的PCB(线路板)的加工面光洁度高,无毛边毛刺等现象,能显著提高被加工产品的品质。是PCB厂家切削印刷电路板最理想的裁切利器。
由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不...
硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。 硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下...
瑞锋比较好
1、 首先检查刀体应完整良好,无裂缝、无崩刃、无断齿现象。
2、 V-CUT刀的规格尺寸(内径、外径、角度、齿数、厚度)应符合使用要求。
3、 刀片安装到位,紧固牢固,无松动;为消除整体钨钢V-CUT刀振动避免侧向受压,一般法兰盘不小于刀体外径的1/3。径向跳动量≤0.02mm,轴向跳动量≤0.01mm。
4、 V-CUT刀在搬运、安装、调试过程中不得有碰撞现象发生。以免损伤刀刃或刀体。
5、 影响V-CUT刀质量的因素。V-CUT刀的种类、基体的材质、直径、齿数、厚度、齿形、角度、孔径等多个参数,这些参数决定着V-CUT刀的加工能力和切削性能。选择V-CUT刀时要根据切割材料的种类、厚度、锯切的速度、锯切的方向、送料速度、V槽形状宽度需要正确选用V-CUT刀,已求得到最佳切削效果。

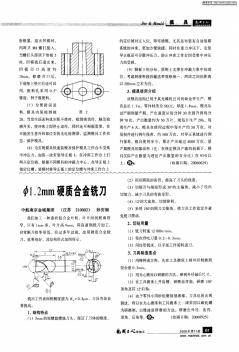 φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
维普资讯 http://www.cqvip.com
人类改造自然的能力随着工具性能的提高而提升。V-CUT刀从十九世纪四代的开发应用至今,经历了从普通钢质V-CUT刀→高速工具钢V-CUT刀→合金V-CUT刀→整体硬质合金V-CUT刀→聚晶金钢石V-CUT刀→整体硬质合金V-CUT刀的这么一个发展应用过程,基于整体硬质合金V-CUT刀有着极高的性价比(刀刃锋利,耐磨耐用,价格适中,产品标准化生产),随着众多追求高品质印制线路板厂家多年的试用比较,整体硬质合金V-CUT刀已被广大印制线路板厂家所接受采用,业已成为印制线路板V槽加工通用的普选刀具。
材料是人类赖以生产和发展的物质基础,是社会进步的里程碑。作为一种工具材料,硬质合金对世界经济的发展起着重要的推动作用。随着科学技术的进步和社会经济发展的要求,V-CUT刀材质的发展也经过了多个阶段。一般普通V-CUT刀采用的材料:铁、锣钢、高速钢、碳钢、合金焊接刀、人造金刚石(钻石)、硬质合金(钨钢)刀。
1、 高速工具钢V-CUT刀
高速工具钢需经热处理后的使用硬度可达HRC60以上,在600℃左右的工作温度下仍能保持较高的硬度,其韧性、耐磨性和耐热性均相对较好。但是,切削温度超过600度时,硬度和耐磨性明显降低。
优点:材质价格非常低;制作工艺成熟,容易加工;韧性好,不易断齿。
缺点:不耐磨,需频繁换刀磨刀,影响生产效率。
2、 镶合金V-CUT刀(又名焊接钨钢刀)
镶合金V-CUT刀为焊接组合刀,刀体为一般钢质材料,刃口部分焊接钨钢刀粒。早期为台湾生产,后经大陆引进并普遍生产,质量优劣主要区别于焊接刀粒的材质及焊接技术的掌握。焊接技术要求高,钨钢刀粒经高温焊接后会提升其脆性,如焊接不良,在V-CUT加工时会产生较高的断齿率。
优点:用途较为广泛,价格较为便宜。
缺点:因焊接提升了钨钢刀刃的脆性,品质难保障,断齿率高。
3、 聚晶金刚石V-CUT刀材质性能特征
聚晶金刚石刀具材质比较坚硬,硬度可达8000HV。工艺较复杂,加工比较困难。材质较坚硬,同时其脆性也较大,发生碰撞时易崩刃断齿。但是耐磨性好;加工V-CUT效果非常好!
优点:硬度高,耐磨性极好,价格昂贵。
缺点:加工工艺复杂,难度大,脆性强,稍有碰撞时易产生崩刃、断齿现象。
4、整体钨钢V-CUT刀
整体钨钢V-CUT刀又名硬质合金V-CUT刀,整体采用硬质合金精制而成,硬质合金是一种采用优质碳化钨+钴粉料经配方配比混合后通过压制烧结制成硬质合金圆片,然后再经先进的硬质合金精磨工艺制成的切削刀具。
硬质合金即钨钢,按晶粒大小区分,硬质合金可分为普通硬质合金、细晶粒硬质合金和亚细、超细晶粒硬质合金。按主要化学成分区分,可分为碳化钨基硬质合金和碳化钛基硬质合金。碳化钨基硬质合金包括钨钴类(YG)、钨钴钛类(YT)和添加稀有碳化类(YW)三类,它们各有优缺点,主要成分为碳化钨(WC)、碳化钛(Tic)、碳化铌(NbC)等常用的金属粘接相是Co。碳化钛基硬质合金是以Tic为主要成分的硬质合金,常用的金属粘接相Mo和Ni。
具有硬度高(86~93HRA,相当于69~81HRC)仅次于金刚石、热硬性好(可达900~1000℃,保持60HRC);抗弯强度高(MPa5100)、良好的抗冲击韧性和抗腐蚀性极高的化学惰性等一般合金刀片所没有的特性。经精磨而成的整体硬质合金V-CUT刀具有光洁度高、刀刃锋利、高耐磨性,使用寿命长比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。一次将机使用寿命是普通材质V-CUT刀的10至几十倍,可大幅减少频繁换刀磨刀的次数,提高生产效率的特点,无崩刃、卷刃现象。采用整体硬质合金V-CUT刀加工的PCB(线路板)的加工面光洁度高,无毛边毛刺等现象,能显著提高被加工产品的品质。是PCB厂家切削印刷电路板最常用的裁切利器。
优点:高硬度、高强度,高耐磨性,使用寿命长,显著提高生产效率。精密加工,光洁度高、刀刃锋利、加工V槽表面光洁度高,无毛边毛刺,大幅提高产品质量。
缺点:硬质合金材料贵;因其硬度极高,所以,加工难度高;价格贵介于高速工具钢V-CUT刀和聚晶金刚石V-CUT刀之间。
V-CUT刀:又名PCB板V-CUT微刻刀、V-CUT刀、微刻刀,也有把它叫V坑刀或V槽刀等名称的,不同地域使用者的叫法也不尽相同,主要用于V-CUT机上面对印制线路板(PCB板)上切削加工出V形槽的刀具,以方便单个电路板的加工成型。