SK5
- SK5是碳素工具钢,标准是JIS G4401,淬火回火后有较高硬度和耐磨性
-

选择特殊符号
选择搜索类型
请输入搜索
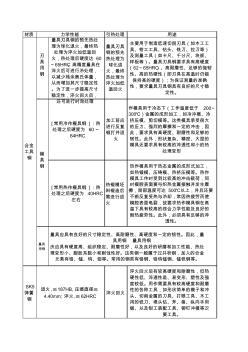
硬度 :退火,≤187HB,压痕直径≥4.40mm;淬火,≥62HRC
试样淬火780~820℃,水冷。
开始温度1000-1050℃,终止温度850℃。
淬火温度730-760℃,水冷、水油双液冷却或碱浴冷却,淬火硬度57HRC。回火温度160-180℃。
SK85(SK5)
碳素工具钢
标准:JIS G4401
碳素工具钢●化学成份: 碳 C :0.80~0.90 硅 Si:0.10-0.35 锰 Mn:0.10-0.50 硫 S :≤0.030 磷 P :≤0.030 铬 Cr:允许残余含量≤0.25、≤0...
SK5标准: CNS G3058 碳工具钢钢料,产品精度高、耐磨性好、韧性强...
按我们平时的理解,这个刚才超过820都算高温了,但就是这样,一般的淬火温度都要比国内的高,如果是进口钢材我没什么好说的,如果是国内钢材,组织粗大是肯定的,但这个产品也许对这个要求不像我们想想的那么严重...
| 钢材 |
碳C |
铬Cr |
铜Cu |
氮N |
锰Mn |
钼Mo |
镍Ni |
磷P |
硅Si |
硫S |
钨W |
钒V |
HRC |
| SK-5 |
0.80~0.90 |
≤0.25 |
≤0.30 |
- |
0.10-0.50 |
≤0.20 |
≤0.030 |
0.10-0.35 |
≤0.030 |
- |
- |
57 |
(以上数据是平均值,单位%)
碳 C :0.80~0.90
硅 Si:0.10-0.35
锰 Mn:0.10-0.50
硫 S :≤0.030
磷 P :≤0.030
铬 Cr:允许残余含量≤0.25、≤0.10(制造铅浴淬火钢丝时)
镍 Ni:允许残余含量≤0.20、≤0.12(制造铅浴淬火钢丝时)
铜 Cu:允许残余含量≤0.30、≤0.20(制造铅浴淬火钢丝时)
注:允许残余含量Cr Ni Cu≤0.40(制造铅浴淬火钢丝时)
SK85(SK5)
碳素工具钢
标准:JIS G4401
淬火回火后有较高硬度和耐磨性,但热硬性低、淬透性差、易变形、塑性及强度较低。用作需要具有较高硬度和耐磨性的各种工具,如形状简单的模子和冲头、切削金属的刀具、打眼工具、木工用的铣刀、埋头钻、斧、凿、纵向手用锯、以及钳工装配工具、铆钉冲模等次要工具。
钢材以退火状态交货。经双方协议,也可以不退火状态交货。
淬火回火后有较高硬度和耐磨性,但热硬性低、淬透性差、易变形、塑性及强度较低。用作需要具有较高硬度和耐磨性的各种工具,如形状简单的模子和冲头、切削金属的刀具、打眼工具、木工用的铣刀、埋头钻、斧、凿、纵向手用锯、以及钳工装配工具、铆钉冲模等次要工具。
1、用于因滑动磨擦需高硬度和耐磨损性的模具零件,如导销、衬套、顶出销等。
2、加工木材用刃工具、冷镦模、刮刀、锉刀。
对应中国GB牌号:T8Mn(A)
对应德国DIN,DINEN牌号:C85W
对应英国BS,BSEN牌号:060A81
对应法国NF/NTEN牌号:Y75
试样淬火780~820℃,水冷。
开始温度1000-1050℃,终止温度850℃。
淬火温度730-760℃,水冷、水油双液冷却或碱浴冷却,淬火硬度57HRC。回火温度160-180℃。

 合金工具钢、SK5弹簧钢,Mn65
合金工具钢、SK5弹簧钢,Mn65
合金工具钢、SK5弹簧钢,Mn65
材质 引热处理 热锻模坯 料锻造后 需进行退 火 量具 用钢 力学性能 用途 [常用冷作模具钢 ]:热 处理之后硬度为 60~ 64HRC [常用热作模具钢 ]:热 处理之后硬度为 40HRC 左右 加工前应 进行反复 锻打并退 火 作模具用于冷态下(工作温度低于 200~ 300℃)金属的成形加工,如冷冲模、冷 挤压模、剪切模等。这类模具承受很大 的压力、强烈的摩擦和一定的冲击,因 此,要求具有高硬度、耐磨性和足够的 韧性。此外,形状复杂、精密、大型的 模具还要求具有较高的淬透性和小的热 处理变形 热作模具用于热态金属的成形式加工, 如热锻模、压铸模、热挤压模等。热作 模具工作时受到比较高的冲击载荷,同 时模腔表面要与炽热金属接触并发生摩 擦,局部温度可达 500℃以上,并且还要 不断反复受热与冷却,常因热疲劳而使 模腔表面龟裂,故要求热作模具钢在高 温下具有较高的综合力学性能及良好
 SK-II轨枕运输及存放技术交底
SK-II轨枕运输及存放技术交底
SK-II轨枕运输及存放技术交底
1 编号: xmjd- 桥梁 - 技 术 交 底 书 交底单位名称: 合肥枢纽 1标四分部工程部 第 页 共 页 工程名称 合蚌双凤特大桥 施工部位 SK-II 轨枕运输、存放 设计文件图号 交底日期 实施情况 技术交底内容: 1、技术交底范围及进度计划 ; 合蚌双凤特大桥 BFDK8+584.095~BFDK14+094.165(24#~192#墩),共 168 孔,所需 SK-II 轨枕共 16954 根(双线)。计划工期: 2012.2.20 ~2012.4.25 。 2、开始施工的条件及施工准备工作; 2.1 技术准备 准备好验收 SK-II 轨枕资料,运输前进行验收,不合格不允许进场;选择好轨枕存放场地。 2.2 机械设备基本配备 主要机械设备: 10t 运输平板汽车 4辆,挖掘机 1 辆。辅助设备: 3t 叉车 2 台。 2.3 材料配置 SK-II 轨枕存放之前
执行标准:JIS G4401
一般弹簧钢可用电炉、平炉或氧气转炉生产;质量较好或具有特殊性能的优质弹簧钢,用电渣炉或真空炉炼制。弹簧钢中碳、锰、硅等主要元素的规定含量范围较窄,冶炼时必须严格控制化学成分。硅含量较高时容易形成气泡等缺陷,钢锭锻轧后冷却不当时易产生白点。因此,冶炼用的原材料必须干燥,尽量除去气体及夹杂物,而且要避免钢水过热。弹簧钢在轧制加工中须特别注意脱碳和表面质量。钢材表面严重脱碳时,会显著降低钢的疲劳极限。对于高硅弹簧钢如70Si3MnA,应注意避免石墨化。因此,在热加工时停轧温度不应过低(≥850℃),避免在石墨化较易形成的温度范围(650~800℃)内停留时间过长。 马芯弹簧制成后经喷丸处理能使弹簧表层产生残余压应力,以抵销表层上的部分工作应力,抑制表层裂缝的形成,这可显著提高弹簧的疲劳极限。
碳 C :0.80~0.90
硅 Si:0.10-0.35
锰 Mn:0.10-0.50
硫 S :≤0.030
磷 P :≤0.030
铬 Cr:允许残余含量≤0.30、≤0.10(制造铅浴淬火钢丝时)
镍 Ni:允许残余含量≤0.25、≤0.12(制造铅浴淬火钢丝时)
铜 Cu:允许残余含量≤0.25、≤0.20(制造铅浴淬火钢丝时)
注:允许残余含量Cr Ni Cu≤0.40(制造铅浴淬火钢丝时)
