硬质合金滚刀简介文献

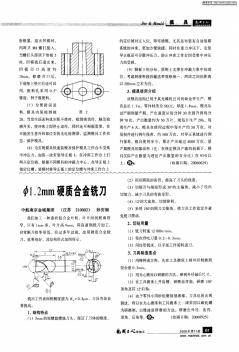 φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
维普资讯 http://www.cqvip.com
选择特殊符号
选择搜索类型
请输入搜索
硬质合金滚刀其根据用途的不同还可细分为硬质合金齿轮滚刀、蜗轮滚刀、定装滚刀以及非渐开线展成滚刀等等。相比于普通高速钢滚刀,硬质合金滚刀有着更高的切削速度和切齿效率。整体型硬质合金滚刀已经在钟表和一些精密仪器制造工业中得到了广泛运用,如加工各种小模数齿轮;中等模数的整体和镶片硬质合金滚刀已运用于加工铸铁和胶木齿轮;模数<3的硬质合金滚刀也被用于加工钢制齿轮;另外,硬质合金滚刀还可加工淬硬轮(HRC50-62)。
硬质合金蜗轮滚刀,顾名思义是加工涡轮的专用工具,其基本蜗杆的传动类型和主要参数(包括模数、齿形角、螺旋角、分度圆直径、螺纹头数等等)应当与工作蜗杆相同。当蜗轮外径较大时,滚刀可制成套装式;当蜗轮外径较小时,滚刀可制成与芯轴一体的带柄式结构。硬质合金定装滚刀具有不同的齿形,其只有最后一个齿是精切齿。齿形和工件的齿槽相同以成形铣削法切削工件的齿槽,其余的齿都是粗切齿,加工时的运动关系与齿轮滚刀相同。另外,成形滚刀可有效避免展成刀具加工时齿根部产生的过渡曲线,尤其是棘轮滚刀。非渐开线展成滚刀的工作原理也与齿轮滚刀相似,如花键滚刀可用于加工矩形齿、渐开线齿或三角形齿的花键轴,其加工精度和生产率高于成形铣刀,还可加工圆弧齿轮、摆线齿轮和链轮等。
硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。 硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下...
由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不...
问:目前国内最好的高速钢和硬质合金铣刀品牌是什么? 答:没有最好,只有更合适的,好的国产高速钢代表是四大工具厂(如上工、成量),不过远东和天工也比较给力,好的硬质合金铣刀代表是株洲钻石。 问:成都格润...
φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
维普资讯 http://www.cqvip.com
常用的加工外啮合直齿和斜齿圆柱齿轮的刀具。加工时﹐滚刀相当于一个螺旋角很大的螺旋齿轮﹐其齿数即为滚刀的头数﹐工件相当于另一个螺旋齿轮﹐彼此按照一对螺旋齿轮作空间啮合﹐以固定的速比旋转﹐由依次切削的各相邻位置的刀齿齿形包络成齿轮的齿形。常用的滚刀大多是单头(见螺纹)的﹐在大量生产中﹐为了提高效率也常采用多头滚刀。
刀转一转﹐齿轮绕本身轴线转过一个齿﹔多头滚刀转一转﹐齿轮转过的齿数与滚刀头数相等。蜗轮滚刀的滚刀在螺旋升角小于5°时﹐常制成直容屑槽﹐便于制造和刃磨﹔螺旋升角大的滚刀常制成螺旋容屑槽﹐以免刀齿的一侧刃以大负前角(见刀具)切削的不利情况。 用高速钢制造的中小模数齿轮滚刀一般采用整体结构。模数在10毫米以上的滚刀﹐为了节约高速钢﹑避免锻造困难和改善金相组织﹐常采用镶片结构(图1 齿轮滚刀 )。镶片滚刀的结构形式很多﹐常用的为镶齿条结构﹐即刀齿部分用高速钢制成齿条状﹐热处理后紧固在刀体上。用硬质合金制造滚刀﹐可以显著提高切削速度和切齿效率。整体硬质合金滚刀已在钟表和仪器制造工业中广泛地用于加工各种小模数齿轮。中等模数的整体和镶片硬质合金滚刀已用于加工铸铁和胶木齿轮。模数小于 3毫米的硬质合金滚刀也用于 加工钢齿轮。硬质合金滚刀还可加工淬硬齿轮(硬度为 HRC50~62)。这种滚刀常采用单齿焊接结构﹐制有30°的负前角﹐切削时刮去齿面的一层留量。 生产滚刀的厂家跟交易市场全国各地都有,如专业制作齿轮刀具的国营企业:重庆工具厂、汉江工具厂、哈尔滨第一工具厂。浙江温岭等地则多为民营企业,如《温岭市开元工具厂》《浙江工量刃具交易市场》《重庆兴旺工具制造厂》等。。国家把滚刀的精度等级分为 AA级﹑A级和 B级。一般国标滚刀采用AA级。部标跟企标采用A级。链轮滚刀要求精度不高,一般采用B级。为了加工特别精密的齿轮﹐有的国家还有AAA级滚刀。在切齿过程中﹐滚刀的制造误差主要影响齿轮的齿形误差和基节偏差。 剃齿前加工齿轮齿形用的滚刀称为剃前滚刀。剃前滚刀的齿形﹐要按剃齿馀量形式的要求制成特殊的形状(图2 剃前滚刀的齿形 )。齿顶带凸角﹑齿根带倒角的滚刀齿形是一种较常用的留剃形式﹐它使被加工齿轮的齿根处有些挖根﹐齿顶处有些倒角﹐中间部分剃齿馀量均匀。(见彩图 硬齿面齿轮的精加工刀具──硬质合金刮削滚刀 ﹑ 齿轮加工刀具──滚刀﹑插齿刀﹑剃齿刀)
常用的蜗轮加工刀具。蜗轮滚刀基本蜗杆(见蜗杆传动)的类型和主要参数(模数﹑齿形角﹑分度圆直径﹑螺旋升角和螺纹头数等)应当与工作蜗杆相同﹐因此蜗轮滚刀常是专用的。当外径较大时﹐滚刀制成套装式﹔外径较小时将滚刀制成与心轴一体的带柄式结构(图3 蜗轮滚刀 )。
非渐开线展成滚刀 工作原理与齿轮滚刀相同。花键滚刀可用于加工矩形齿﹑渐开线齿或三角形齿的花键轴﹐其加工精度和生产率较成形铣刀高。非渐开线展成滚刀还可加工圆弧齿轮﹑摆线齿轮和链轮等。
定装滚刀 各齿齿形不同﹐只有最后一个齿是精切齿。齿形和工件的齿槽相同﹐以成形铣削法切削工件的齿槽﹐因此定装滚刀必须相对工件的轴线安装在固定的位置上。滚刀上其馀的刀齿都是粗切齿。加工时的运动关系与齿轮滚刀相同。成形滚刀可避免用展成刀具加工时齿根部产生的过渡曲线。棘轮滚刀是常用的定装滚刀(图4 定装滚刀 )。
常用的蜗轮加工刀具。蜗轮滚刀基本蜗杆(见蜗杆传动)的类型和主要参数(模数﹑齿形角﹑分度圆直径﹑螺 旋升角和螺纹头数等)应当与工作蜗杆相同﹐因此蜗轮滚刀常是专用的。 当外径较大时﹐滚刀制成套装式﹔外径较小时将滚刀制成与心轴一体的带柄式结构(图3 蜗轮滚刀 )。
非渐开线展成滚刀 工作原理与齿轮滚刀相同。花键滚刀可用于加工矩形齿﹑渐开线齿或三角形齿的花键轴﹐其加工精度和生产率较成形铣刀高。非渐开线展成滚刀还可加工圆弧齿轮﹑摆线齿轮和链轮等。
定装滚刀 各齿齿形不同﹐只有最后一个齿是精切齿。齿形和工件的齿槽相同﹐以成形铣削法切削工件的齿槽﹐因此定装滚刀必须相对工件的轴线安装在固定的位置上。滚刀上其馀的刀齿都是粗切齿。加工时的运动关系与齿轮滚刀相同。成形滚刀可避免用展成刀具加工时齿根部产生的过渡曲线。棘轮滚刀是常用的定装滚刀(图4 定装滚刀 )。

