高速钢经(以W18Cr4V为例)1260-1310'12加热淬火、560℃三次回火(常规热处理)后,具有高的硬度和红硬性。由于三面刃铣刀刀体大,形状复杂,淬火时易开裂,因此我们采用多次预热和多次分级淬火,并在刀具未冷至室温时立即回火,减少了刀具的开裂倾向,取得了显著效果。
三面刃铣刀预热
预热主要是为了降低应力,以减少变形与开裂,缩短高温加热时间。一次预热520-550℃(在箱式电炉中时间以1.0-2.0s/mm);二次预热800~830℃在中温盐浴炉(50%NaCI 50%Na2CO3)中加热,预热时间为高温加热时间的两倍。
三面刃铣刀高温盐浴炉中进行高温加热
淬火高温加热应保证适当碳化物溶解,使奥氏体有足够的含碳量与合金元素含量,使刀具淬火后能得到要求的红硬性,同时还留有一定数量的未熔碳化物。这样一方面增加刀具耐磨性;另一方面阻止晶粒长大,防止过热过烧。由于三面刃铣刀截面变化大,有尖角,易开裂,同时钢坯一般都存在严重的碳化物的不均匀,宜采用较低的淬火温度1270~1280℃,取较长的加热时间;淬火温度实际温度控制要根据试块加热冷透后观察断口晶粒度来确定,在同一根原料上切取试块,能准确地反映出实际晶粒度的情况。应保证工作部分烧透及碳化物达到相对于该温度下较充分的溶解,加热时间按10~15s/mm确定。
分级冷却
一次分级,工件在1270—1280℃保温足够时间后直接转入580~620。盐浴炉中,保持一段时间(保温时间与高温加热时间相同)。实践证明,在此温度下保持十几分钟,不会影响淬火硬度及红硬性,却能使刀具内外温度接近均匀,较之油冷可显著减少热应力与组织应力,从而减少刀具的变形与开裂,因此刀具均可采用一次分级代替油冷。紧接着转入250-280度(2箱式电炉中进行二次分级,保温时间约为一次分级的1.5~2倍,出炉空冷,空冷至70度为宜(即不带手套可短时问抓住工件),然后及时装炉回火。二次分级能进一步减少热应力与组织应力,减少变形和开裂倾向,特别适用于形状复杂、材料质量差的大型刀具。
回火
①从马氏体内析出弥散碳化物,提高了马氏体硬度。②残余奥氏体在回火时析出碳化物而使成分改变。马氏体转变温度升高,所以在回火冷却过程中,部分残余奥氏体转变为马氏体,也使硬度提高,经560℃在分级盐浴炉内进行,每次烧透后保温1h左右;三次回火后,残余奥氏体量可降低5%左右。③应力得到消除,综合力学性能提高,尺寸趋于稳定。

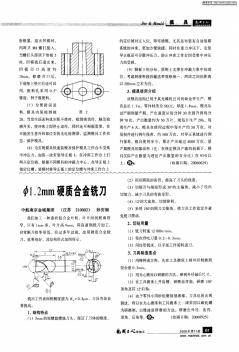 φ1.2mm硬质合金铣刀
φ1.2mm硬质合金铣刀
 整体硬质合金三刃麻花钻
整体硬质合金三刃麻花钻