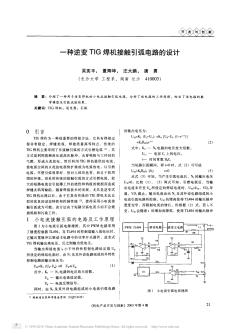
在图1中,埋弧焊弧压反馈送丝的控制方案由外反馈环和内反馈环构成,外反馈环有一个外环调节器1.1,采用电弧电压Vf作为反馈信号;内反馈环有一个内环控制器1.2,以送丝电机的工作电流(电枢电流)If为反馈信号,内环控制器1.2具有电流型PWM功能,输出PWM开关信号;外环调节器1.1和内环调节器1.2构成控制环节1。内环控制器1.2输出的PWM开关信号连接送丝电机环节2中的半导体开关Q2。半导体开关驱动送丝电机旋转,电机的工作电流是内反馈环的反馈电流If。送丝电机使焊丝不断进入电弧区3,电弧区3输出外环的反馈信号Vf。校正环节4将内环控制器1.2的输出信号中的低频分量滤除,并将其反馈到外环调节器1.1,起阻尼作用,避免送丝电机在低速旋转时容易出现失稳的问题。
图2是改方案的实施例。图中,R1.1、R1.2、R1.3、R1.4、R2.1、R3.1、R3.2、R4.1是电阻。C1.1、C1.2、C3.1、C4.1是电容。Op1.1是运算放大器;Cp1.2是比较器;Q1.2是RS触发器,其S端接同步时钟信号;Q2是半导体开关器件,D2是蓄流二极管,M2是送丝电动机,T2是电流传感器。外环调节器1.1采用由运算放大器Op1及电阻、电容构成的比例积分调节器,其输入端接参考信号Vref及电压反馈信号Vf。内环控制器1.2有一个比较器及一个RS触发器。内环控制器是具有电流型PWM控制功能的控制器,当PWM信号的开关工作比大于50%时,再加入图中斜波补偿电路可以抑制谐波失稳。电流型PWM控制技术及对电流反馈信号If的斜波补偿技术都是公知的技术。外环调节器1.1的输出信号接内环调节器1.2中比较器Cp1.2的一个输入端,反馈电流信号If经过斜波补偿后接比较器Cp1.2的另一输入端。斜波补偿电路参见图3。内环调节器1.2的输出信号与开关器件Q2连接,Q2采用NMOS器件。Q2控制送丝电动机M2旋转。电流传感器T2输出与电机的工作电流成比例的反馈信号If。电动机M2使焊丝3.2不断进入燃烧的电弧3.1。电弧区3经电阻R3.1、R3.2,电容C3.1输出与电弧电压成比例的反馈电压信号Vf。
由于埋弧焊工艺要求送丝速度能在一个很宽的范围内调节,在慢速送丝的情况下,使用上述方案组成的电路有时会出现送丝控制系统失稳。为克服此缺点,在以上电路基础上增加了具有阻尼功能的校正环节4,使送丝控制系统在所有速度条件下均能工作在稳定状态。校正环节4由电阻R4.1与电容C4.1串联而成,其功能是滤除开关信号转换环节2的输出信号中的低频分量,其输入端与内环控制器1.2的输出端连接,其输出信号Vm与外环调节器1.1的输入端连接,外环调节器1.1通过运算参考信号Vref,弧压反馈信号Vf及校正环节4的输出信号Vm确定输出信号。Vm信号的阻尼作用是指当误差信号使控制环节1的输出变化时,Vm信号阻碍控制环节1的输出变化。
R1.1=20千欧、R1.2=20千欧、R1.3=200千欧、R1.4=200千欧、R2.1=100Ω、R3.1=1.8千欧、R3.2=0.2千欧、R4.1=40千欧;
C1.1=0.47微法、C1.2=0.01微法、C3.1=47微法、C4.1=2.2微法;
Q2,IRFP360;D2,FR307;T2,CHB-25NP/SP8。
在图2中将积分电容C1.1短路,调节器1.1就成了比例调节器,其特点是响应速度快。R1.3=1000千欧、R1.4=1000千欧,R4.1=100千欧,C4.1=1.5微法。其余参数与上例相同。比例调节器的优点是相应速度较快。
图3是UC3846外部接线图。UC3846是电流型PWM控制芯片,该芯片将内环控制器1.2的功能集成在一起,方便使用。芯片原理图、符号说明及使用方法可参看生产厂家提供的使用说明。通过在芯片外部连接R1.5、R1.6及R1.7构成的电阻网络可实现对反馈电流If的斜波补偿。使用该芯片时,将图2中控制器1.2取消,图2中Op1.1的输出端接UC3846芯片的EA 端,图3中的输出端OUT接图2中开关器件Q2及校正环节4的输入端,图3中的If接电流传感器T2的输出端。
图3中RT、CT是振荡电阻、电容,设计方法见芯片使用说明。图中R1.5、R1.6、R1.7是用于斜波补偿的电阻。R1.8是输出端下拉电阻。
一个具体实施例是:R1.5=3k、R1.6=0.51k、R1.7=4.7k、R1.8=2k、RT=4.2k、CT=0.1微法。

 一种中小直径直缝埋弧焊管的制造方法
一种中小直径直缝埋弧焊管的制造方法
 一种逆变TIG焊机接触引弧电路的设计(引弧电路)
一种逆变TIG焊机接触引弧电路的设计(引弧电路)