自保护电弧焊适用范围文献

 CO_2气体保护电弧焊送丝装置的构成及功能
CO_2气体保护电弧焊送丝装置的构成及功能
CO_2气体保护电弧焊送丝装置的构成及功能
以唐山松下CO2气体保护焊送丝装置为例,详细介绍了送丝装置的结构和功能,送丝装置连接方法,并介绍了送丝电机的选用、调速电路的采用、送丝装置的维护和保养。
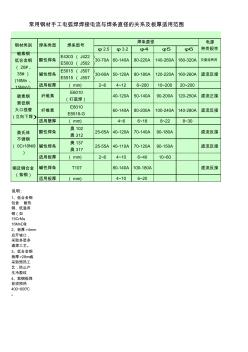 常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围
常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围
常用钢材手工电弧焊焊接电流与焊条直径的关系及板厚适用范围
φ 2.5 φ 3.2 φ4 φ5 φ6 酸性焊条 E4303 ( J422 ) E5003 ( J502 ) 30-70A 60-140A 80-220A 140-260A 180-320A 交直流两用 碱性焊条 E5015 ( J507 ) E5515 ( J557 ) 30-60A 50-120A 80-180A 120-220A 160-260A 直流反接 适用板厚 ( mm) 2~6 4~12 6~200 10~200 20~200 纤维素 E6010 (打底焊) 40-120A 50-140A 90-200A 120-250A 直流正接 纤维素 E8010 E8518-G 60-140A 80-200A 100-240A 140-280A 直流反接 适用壁厚 ( mm) 4~6 6~18 8~22 8~30 酸性焊条 奥 102 奥 312 25-65A 40-120A 70-