自动端子机保养维护文献

 挖机的保养维护制度
挖机的保养维护制度
挖机的保养维护制度
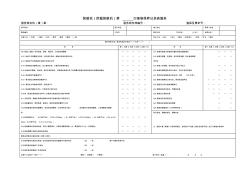
装载机(挖掘装载机)第 次强制保养记录表服务 服务商名称(章)章: 服务商存档编号: 强保反馈单号: 客户姓名: 客户电话 施工地址 保养人姓名 整机编号 订货号 购车时间 工作时间 (小时) 保养时间 环境工况:□沿海 □温热 □风沙 □寒冷 □高原 □高寒 □一般 作业工况:□松土 □砂土 □煤炭 □坚实原土 □碎石 □矿石 □其他 维护保养内容(每项实施后在相应“□”处打“√” ) 项 目 第 1 次第 2 次第 3 次第 4 次第 5 次 项 目 第 1 次第 2 次第 3 次第 4 次第 5次 A01检查(紧固)各传动轴、轮辋、制动钳、斗齿的连接螺栓 A 02 检查工作装置液压系统、转向液压系统、脚制动系统的密封状况 A 03 检查电气系统线路及电器元件是否正常 A 04 检查液压油箱液压油、加力泵制动液、水箱冷却液等的液位 A 05 柴油机风扇轴、传动轴、前后车架铰接点、后桥摆
 空压机保养维护规程。
空压机保养维护规程。
空压机保养维护规程。
空压机保养维护规程 空压机各主要部件的定期保养和维护 为了使空压机能够正常可靠地运行, 保证机组的使用寿命, 须制定详细的维护计划, 执行定人操作、 定期维护、定期检查保养,使空压机组保持清洁、无油、无污垢。 主要部件维护保养参照下表进行: 项 目 内 容 检查或更换周期(h)小时 备 注 8 500 1000 2000 2500 4000 空气过滤器滤芯 清除表面灰尘杂质 ● 可视含尘量工况情况 延长或缩短更换新滤芯 ● 进气阀密封件 密封圈检查或更换 ● 压缩机润滑油 是否足够 ● 更换新油 ● 油过滤器 更换新件 ● 首次 500 小时 油气分离器 更换新件 ● 温度计 检查 ● 压力表 检查 ● 压力开关 检查 ● 电磁阀 检查 ● 最小压力阀 检查开启压力 ● 清洗 冷却器除尘 清除散热表面灰尘 ● 视工况延长或缩短 安全阀 检查动作是否灵敏 ● 放油阀 排放水份、污垢 ● 传动