自动端子机产品分类文献

 产品分类
产品分类
产品分类
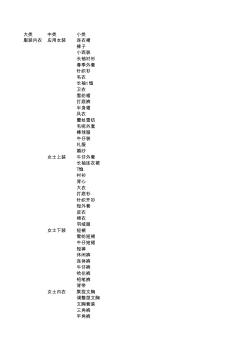
大类 中类 小类 服装内衣 应用女装 连衣裙 裤子 小西装 长袖衬衫 春季外套 针织衫 毛衣 长袖 t恤 卫衣 雪纺裙 打底裤 半身裙 风衣 蕾丝雪纺 毛呢外套 棒球服 牛仔装 礼服 婚纱 女士上装 牛仔外套 长袖连衣裙 T恤 衬衫 背心 大衣 打底衫 针织开衫 短外套 皮衣 棉衣 羽绒服 女士下装 短裙 雪纺短裙 牛仔短裙 短裤 休闲裤 连体裤 牛仔裤 哈伦裤 铅笔裤 背带 女士内衣 聚拢文胸 调整型文胸 文胸套装 三角裤 平角裤 丁字裤 打底内衣 家居服 睡裙 棉质睡衣 塑身衣 连裤袜 袜子 丝袜 应用男装 长袖T恤 长袖衬衫 牛仔裤 休闲裤 西装 卫衣 薄夹克 针织开衫 风衣 薄毛衣 牛仔服 POLO衫 男士上装 T恤 衬衫 马甲 春季外套 针织衫 棒球服 工装制服 修身外套 皮衣 呢大衣 背心 西服套装 轻羽绒 棉衣 名组装 男士裤装 直筒休闲 小脚休闲 直筒牛仔 小脚牛仔 西装裤
 钢产品分类
钢产品分类
钢产品分类
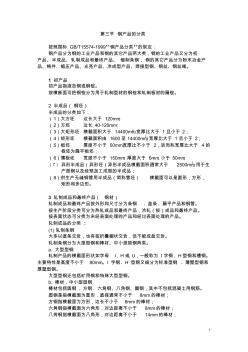
1 第三节 钢产品的分类 按照国标 GB/T15574-1999“钢产品分类”的规定: 钢产品分为钢的工业产品和钢的其它产品两大类,钢的工业产品又分为初 产品、半成品、轧制成品和最终产品、 锻制条钢; 钢的其它产品分为粉末冶金产 品、铸件、锻压产品、光亮产品、冷成型产品、焊接型钢、钢丝、钢丝绳。 1 初产品 初产品指液态钢或钢锭。 按横断面可把钢锭分为用于轧制型材的钢锭和轧制板材的扁锭。 2 半成品( 钢坯) 半成品的分类如下: (1)大方坯 边长大于 120mm; (2)方坯 边长 40-120mm; (3)大矩形坯 横截面积大于 14400mm2,宽厚比大于 1且小于 2; (4)矩形坯 横截面积由 1600至 14400mm2,宽厚比大于 1且小于 2; (5)板坯 厚度不小于 50mm,宽厚比不小于 2,进而称宽厚比大于 4的 板坯为扁平板坯; (6)薄板坯 宽度不小于 150m