振打板文献

 基于PLC通用型电磁振打控制系统的开发
基于PLC通用型电磁振打控制系统的开发
基于PLC通用型电磁振打控制系统的开发
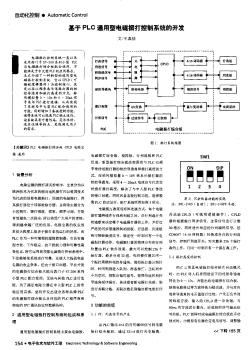
电磁振打控制系统一直以来采用西门子S7-200系列小型PLC与电磁振打综合板配合使用,不能满足于中大型PLC的应用要求,本文介绍了一种新型的通用型电磁振打控制系统,它以CPLD(可编程逻辑器件)为控制核心,改变以往以频率来传送振打器的相控导通角和振打高度的方式,转用模拟量0~10v和4~20m A信号来与PLC进行连接,从而实现了系统与中大型PLC配合使用的可能。同时增加了备板控制功能,使得系统可以脱离PLC独立运行。该系统具有可靠性高,灵活性好,适应性强等特点,更能满足用户的需求。
 电除尘振打传动装置安装作业指导书要点
电除尘振打传动装置安装作业指导书要点
电除尘振打传动装置安装作业指导书要点
电除尘振打传动装置安装作业指导书要点