主轴承座文献

 铸钢轴承座
铸钢轴承座
铸钢轴承座
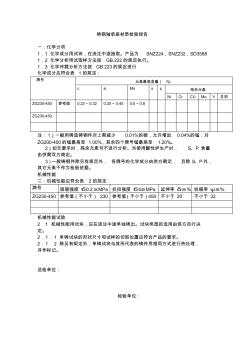
铸钢轴承座材质检验报告 一:化学分析 1.1 化学成分用试块,在浇注中途抽取。产品为 SNZ224,SNZ232,SD3568 1.2 化学分析用试取样方法按 GB 222的规定执行。 1.3 化学仲裁分析方法按 GB 223的规定进行 化学成分应符合表 1的规定: 牌号 元素最高含量( %) c si Mn s p 残余元素 Ni Cr CU Mo V 总和 ZG230-450 参考值 0.23~0.32 0.20~0.45 0.5~0.8 ZG230-450 注: 1)一般用铸造铸钢件对上限减少 0.01%的碳,允许增加 0.04%的锰;对 ZG200-400的锰最高至 1.00%,其余四个牌号锰最高至 1.20%。 2)如无要求时,残余元素可不进行分析。当使用酸性炉生产时, S、P 含量 由供需双方商定。 3)一般铸钢件除另有规定外, 各牌号的化学成分由供方确定, 且除
 三缸钻井泵主轴轴承盖与轴承座联接螺柱的强...
三缸钻井泵主轴轴承盖与轴承座联接螺柱的强...
三缸钻井泵主轴轴承盖与轴承座联接螺柱的强...
三缸钻井泵主轴轴承盖与轴承座联接螺柱的强...
