铸件成型理论是铸造专业的一门技术基础理,它的任务是运用所学过的基础课、专业基础课的理论知识分析铸件形成过程的基本规律及内在联系;阐明液态金属的结构及其物理性质、液态金属充填铸型的能力及影响因素;分析金属及铸型在不同条件下的热交换特点、铸件温度场分布规律的数学分析及影响因素;阐述液态金属结晶的基本规律、铸件结晶组织的形成及控制途径;分析金属凝固过程中化学成分不均匀性、气体的溶解和析出、气孔和非金属夹杂物的形成机理、影响因素及防止途径;研究金属收缩的基本规律,以及缩孔、热裂、应力、变形、冷裂等缺陷的形成机理、影响因素及防止途径。
铸件成型理论作为专业基础理论课,着重阐述了金属从液态到固态转变过程中的基本规律和内在联系,以及从液态到固态转变过程中影响金属性能和铸件质量的一些基本因素。要求修完高等数学、普通物理、普通化学、物理化学、金属学及热处理、冶金传输原理等先行课程才能学习该专业理论。
铸件形成理论课程是材料成型及控制工程专业铸造模块的重要专业基础课。其任务是阐明液态金属在铸型中形成铸件的基本规律,铸件凝固组织的形成及其控制,以及由于金属的铸造条件的原因而产生的主要铸造缺陷的形成机理、影响因素和防止措施。使学生在学完本课后对铸件形成的实质有深入的了解,能够从本质上认识和分析铸件形成过程中所产生的问题和提出解决途径,并能够提出改进铸件凝固组织的原则措施,不断提高铸件的质量。
凝固,是极为普遍的物理现象。物质凡由液态到固态的转变一般都经历凝固过程, 广泛存在于自然界和工程技术领域。从雪花凝结到火山熔岩固化,从钢铁、有色金属冶金生产中单铸锭及连铸锭的结晶到材料成形领域铸件及焊缝的凝固,高分子塑料、橡胶在模具中的固化,以及高技术领域的超细晶、非晶、微晶材料的快速凝固, 半导体、激光晶体、超导体等功能材料的生长, 均属凝固过程。可以说几乎一切金属制品及大部分非金属零件在其生产流程中都要经历一次或多次的凝固过程——总之,凝固与材料制备及研发息息相关。对凝固过程的控制,是基础科学与工程体系的发展的交叉学科。是建立在现代科学及技术基础上的知识体系,不断地以数学、物理学、化学及工程科学的新成就充实自己 ,同时又不断从冶金、晶体生长、材料科学、空间科学、化工、机械、电子、信息、计算科学等领域汲取营养 。其应用目标是以控制组织结构为核心 ,进而控制形状并获得所需要的性能。铸件形成理论就是这样一个基础学科。
铸件成型理论流动性
1. 流动性 流动性是指熔融金属的流动能力。 合金流动性的好坏,通常以“螺旋形流动性试样”的长度来衡量,将金属液体浇入螺旋形试样铸型中,在相同的浇注条件下,合金的流动性愈好,所浇出的试样愈长。
2. 流动性的影响因素1)合金的种类 不同种类的合金,具有不同的螺旋线长度,即具有不同的流动性。其中灰铸铁的流动性最好,硅黄铜、铝硅合金次之,而铸钢的流动性最差。 2)化学成分和结晶特征 纯金属和共晶成分的合金,凝固是由铸件壁表面向中心逐渐推进,凝固后的表面比较光滑,对未凝固液体的流动阻力较小,所以流动性好。 在一定凝固温度范围内结晶的亚共晶合金,凝固时铸件内存在一个较宽的既有液体又有树枝状晶体的两相区。凝固温度范围越宽,则枝状晶越发达,对金属流动的阻力越大,金属的流动性就越差。
铸件成型理论充型能力
1. 充型能力 考虑铸型及工艺因素影响的熔融金属流动性叫合金的充型能力。合金的流动性是金属本身的属性,不随外界条件的改变而变化,而合金的充型能力不仅和金属的流动性相关,而且也受外界因素的影响。
2. 充型能力的影响因素1)铸型填充条件a)铸型的蓄热能力 即铸型从金属液中吸收和储存热量的能力。铸型的热导率和质量热容越大,对液态合金的激冷作用越强,合金的充型能力就越差。b)铸型温度 提高铸型温度,可以降低铸型和金属液之间的温差,进而减缓了冷却速度,可提高合金液的充型能力。c)铸型中的气体 铸型中气体越多,合金的充型能力就越差。
铸件成型理论凝固方式
1. 铸件的凝固方式(1)逐层凝固方式 合金在凝固过程中其断面上固相和液相由一条界线清楚地分开,这种凝固方式称为逐层凝固。常见合金如灰铸铁、低碳钢、工业纯铜、工业纯铝、共晶铝硅合金及某些黄铜都属于逐层凝固的合金。(2)糊状凝固方式合金在凝固过程中先呈糊状而后凝固,这种凝固方式称为糊状凝固。球墨铸铁、高碳钢、锡青铜和某些黄铜等都是糊状凝固的合金。(3)中间凝固方式 大多数合金的凝固介于逐层凝固和糊状凝固之间,称为中间凝固方式。中碳钢、高锰钢、白口铸铁等具有中间凝固方式。
2. 凝固方式的影响因素 (1)合金凝固温度范围的影响 合金的液相线和固相交叉在一起,或间距很小,则金属趋于逐层凝固;如两条相线之间的距离很大,则趋于糊状凝固;如两条相线间距离较小,则趋于中间凝固方式。 (2)铸件温度梯度的影响 增大温度梯度,可以使合金的凝固方式向逐层凝固转化;反之,铸件的凝固方式向糊状凝固转化。
铸件成型理论收缩
铸造合金从液态冷却到室温的过程中,其体积和尺寸缩减的现象称为收缩。它主要包括以下三个阶段:1.液态收缩 金属在液态时由于温度降低而发生的体积收缩。2.凝固收缩 熔融金属在凝固阶段的体积收缩。液态收缩和凝固收缩是铸件产生缩孔和缩松的基本原因。3.固态收缩 金属在固态时由于温度降低而发生的体积收缩。固态收缩对铸件的形状和尺寸精度影响很大,是铸造应力、变形和裂纹等缺陷产生的基本原因。
影响合金收缩的因素1. 化学成分 不同成分的合金其收缩率一般也不相同。在常用铸造合金中铸刚的收缩最大,灰铸铁最小。2. 浇注温度 合金浇注温度越高,过热度越大,液体收缩越大。3. 铸件结构与铸型条件 铸件冷却收缩时,因其形状、尺寸的不同,各部分的冷却速度不同,导致收缩不一致,且互相阻碍,又加之铸型和型芯对铸件收缩的阻力,故铸件的实际收缩率总是小于其自由收缩率。这种阻力越大,铸件的实际收缩率就越小。

 电厂图书目录
电厂图书目录
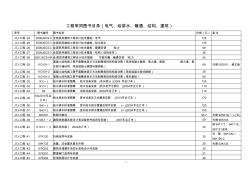 工程常用图书目录
工程常用图书目录