窄间隙焊缝偏差的红外视觉传感检测方法及装置实施内容
《窄间隙焊缝偏差的红外视觉传感检测方法及装置》的窄间隙焊缝偏差的红外视觉传感检测装置如图1所示,主要包括窄间隙焊炬、电弧电流传感器13、计算机图像处理系统15、红外摄像系统等。窄间隙焊炬又由电机驱动及馈电机构4、折弯导电杆3、直型导电嘴2、喷嘴机构等组成,其中折弯导电杆3一端与电机驱动及馈电机构4相连、另一端与直型导电嘴2相接;窄间隙焊炬中的电机驱动及馈电机构4可以为空心轴电机直接驱动式,也可以为普通电机通过传动副间接驱动式,并且优选空心轴电机直接驱动式。电机驱动及馈电机构4中安装有光电(或电磁)检测装置,以检测电弧1(在与焊接速度Vw垂直方向上)至坡口9左侧壁与右侧壁距离最近位置信号PL或PR。通过焊接电源14、窄间隙焊炬及其拖动控制系统,可焊前设定焊接能量参数(电弧电流、电弧电压和焊接速度Vw)和电弧摇动参数或电弧旋转参数。
送丝机6送出的焊丝5依次穿过电机驱动及馈电机构4、折弯导电杆3和直型导电嘴2的中心孔后送出,伸入待焊坡口9中产生焊接电弧1;焊接电源14的一端与电机驱动及馈电机构4相连,连接电机驱动及馈电机构4中的电刷馈电机构,焊接电源14的另一端与工件7相接,从而实现在焊接电缆无缠绕下的焊接馈电。供气系统通过焊炬中的喷嘴机构向电弧1所在的焊接区域提供活性或惰性保护气体,但是当采用自保护药芯焊丝焊接时则不需要喷嘴机构,也无需向焊接区域提供保护气体。电弧1相对于焊炬的运动方式分为摇动(或摆动)式和旋转式两大类,具体包括:往复式圆弧形10摇动、单向双半圆周形轨迹8式摇动(电弧在离坡口左右侧壁最近位置点A1i和A2i处有停留)、圆周形轨迹式旋转(电弧在离坡口左右侧壁最近位置点A1i和A2i处无停留);其中,旋转式电弧运动方式除了图1所示的折弯导电杆式旋转电弧以外,还包括常见的偏心导电嘴式旋转电弧、以及导电杆整体绕焊炬中心公转式旋转电弧等。
红外摄像系统包括红外摄像机11及红外滤光系统12,红外滤光系统12与红外摄像机11同轴相连,并安装在红外摄像机11的正前方。红外摄像机11可以为电荷耦合器件(CCD)式或互补金属氧化物半导体(CMOS)式,并且优选CMOS式,将红外摄像机11固定在焊炬的正前方或正后方,使红外摄像机11与待焊坡口9底面成20~60°的夹角,便于红外摄像机11摄取到待焊坡口9的焊接区域图像。选用变焦范围为18~45毫米、光圈为5.6~32的数字式红外摄像机11,在外触发方式下获取焊接区域图像。红外滤光系统12包括有窄带滤光片、中性减光片、防护镜,其中窄带滤光片中心波长为700~1100纳米,中性减光片透过率为1~50%;防护镜用于防焊接飞溅,窄带滤光片用于滤除弧光、烟尘、飞溅等光辐射干扰,中性减光片可调节来自于电弧和熔池辐射光强,以便能采集到清晰的焊接红外图像。
计算机图像处理系统15主要包含依次连接的图像采集卡15-1、焊丝位置信息提取模块15-2和焊缝偏差值求取模块15-3,此外还配套有显示器、存储器等普通计算机应有的硬件设备。图像采集卡15-1置于整个计算机图像处理系统15的卡槽内并通过视频线与红外摄像机11相连。安装在电机驱动及馈电机构4中的光电(或电磁)检测装置通过信号电缆分别与图像采集卡15-1和红外摄像机11相连,并同时向二者输出电弧1(在与焊接速度Vw垂直方向上)至坡口9左侧壁或右侧壁距离最近位置信号PL或PR。
红外摄像机11根据电弧位置信号PL或PR以外触发方式摄取焊接区域图像,并将该焊接图像信号经图像采集卡15-1送入计算机图像处理系统15中,经过图像处理(具体图像处理方法详见下文)后,根据焊丝相对于坡口左右侧壁位置信息来提取焊缝偏差值输出,供监控显示和后续焊炬位置调节使用。与2014年12月以前的电弧中心检测法相比,该发明可有效地避免电弧形态不对称对焊缝偏差检测精度的影响。此外,若将图1中的摇动和旋转电弧焊炬改换成其他形式的摆动电弧或旋转电弧焊炬,那么焊缝偏差传感检测方法及装置同样适用。
在摇动(或旋转)电弧脉冲焊接时,将焊接电源14一端的连接电缆线穿过霍尔型电流传感器13的检测环或串接分流器式电流传感器13后再与工件7相接,并通过电流传感器13以非接触或接触方式检测电弧电流,电弧电流传感器(13)检测脉冲焊接电弧基值电流信号ib,电流传感器13输出的脉冲基值电流信号ib与电弧位置信号PL或PR相遇后,共同作用在红外摄像机11的触发信号输入端,以便在电弧位置信号PL或PR有效期间,一旦电流传感器13检测到脉冲电弧1第一个基值期电流信号来临,即刻触发红外摄像机11,采集此刻受电弧弧光干扰最小的焊接区域图像,实现与脉冲电弧基值电流ib同步的焊接图像采集,以提高脉冲电弧焊接时焊缝偏差检测精度。
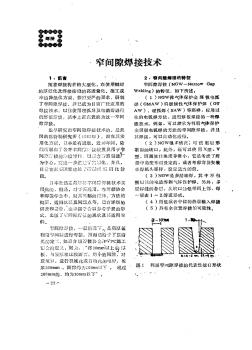
在采用往复式圆弧形摇动电弧进行窄间隙焊接时,电弧摇动参数包括摇动频率、摇动幅值(即摇动角度)、摇动半径、以及电弧1在坡口9左右侧壁最近位置点A1i和A2i处的停留时间等。如图2、3和4所示,在i时刻,电弧1围绕焊炬中心O3i、以摇动半径r(r=O3iA1i=O3iA2i)和摇动角度α作关于摇动轨迹中点O2i对称的圆弧形轨迹摇动,并往往在离坡口9左侧壁L、右侧璧R的最近点A1i、A2i处作一定时间(一般为数十至数百毫秒)停留,其摇动频率一般在数赫兹以内。当A1iFi=A2iEi时,如图2所示,电弧1圆弧形摇动轨迹A1iO2iA2i的弦长中点O1i刚好处于坡口中线O4O5上,此时处于焊缝无偏差(即焊炬对中)状态;当A1iFi>A2iEi时,如图3所示,电弧1圆弧形摇动轨迹A1iO2iA2i的弦长中点O1i偏向坡口右侧R,此时为焊缝左偏(或焊炬右偏)状态;当A1iFi<A2iEi时,如图4所示,电弧1圆弧形摇动轨迹A1iO2iA2i的弦长中点O1i偏向坡口左侧L,此时为焊缝右偏(或焊炬左偏)状态。
在采用旋转电弧或单向双半圆周形摇动电弧进行窄间隙焊接时,如图5、6和7所示,在i时刻,电弧1围绕焊炬中心O3i、以旋转半径或摇动半径r(r=O3iA1i=O3iA2i)作单向圆周运动或单向双半圆周形摇动,其电弧旋转频率一般为数赫兹至100Hz左右;在作单向双半圆周形摇动时,与图2至图4所示往复式圆弧形摇动电弧焊接情形类似,一般也需要在离坡口左、右侧壁最近点A1i、A2i处作一定时间停留。当A1iFi=A2iEi时,如图5所示,电弧1运动轨迹的圆心点O3i刚好处于坡口中线O4O5上,此时处于焊缝无偏差(即焊炬对中)状态;当A1iFi>A2iEi时,如图6所示,电弧1运动轨迹的圆心点O3i偏向坡口右侧R,此时为焊缝左偏(或焊炬右偏)状态;当A1iFi<A2iEi时,如图7所示,电弧1运动轨迹的圆心点O3i偏向坡口左侧L,此时为焊缝右偏(或焊炬左偏)状态。
参见图1至图9,下面以摇动或旋转电弧窄间隙焊接应用为例,说明该发明窄间隙焊缝偏差的红外视觉传感检测方法的具体实施步骤(其他形式运动电弧的窄间隙焊缝偏差检测方法与此类似):
①采集焊接区域图像。焊接电弧引燃后,窄间隙焊炬拖动机构(图中未示出)带动窄间隙焊炬整体与红外摄像系统一起,以焊接速度Vw向坡口9前方移动;同时,根据电机驱动及馈电机构4发出的电弧1运动至坡口9左侧壁(或右侧壁)最近位置信号(PL或PR),触发红外摄像机11采集此刻焊接区域图像,并经图像采集卡15-1送入计算机图像处理系统15。
②提取焊丝在坡口右侧时的位置信息。参见图8,当电弧1运动至离坡口9右侧壁最近处(PR信号有效)时,焊丝位置信息提取模块15-2接收到来自图像采集卡15-1的焊接图像信息后,对该图像进行处理。图像处理时,根据坡口左边缘线21的横向位置变化调整坡口左侧图像截取窗口17定位点B1i的横坐标值,截取不受电弧干扰的坡口左侧图像,提取坡口左边缘21后,再求取坡口左边缘21至全局图像左边界的当前距离L2i;通过焊丝右侧图像截取窗口18截取焊丝右位置图像后,再在检测线23上提取焊丝5中心至全局图像左边界的当前距离L1i;然后,计算焊丝右位置检测点至坡口左边缘21当前距离X1i=(L1i-L2i),并将该X1i值送至焊缝偏差值求取模块15-3中。
③提取焊丝在坡口左侧时的位置信息。参见图9,当电弧1运动至离坡口9左侧壁最近处(PL信号有效)时,焊丝位置信息提取模块15-2接收到来自图像采集卡15-1的焊接图像信息后,对该图像进行处理。图像处理时,根据坡口右边缘线22的横向位置变化调整坡口右侧图像截取窗口20定位点B2i的横坐标值,截取不受电弧干扰的坡口右侧图像,提取坡口右边缘22后,再求取坡口右边缘22至全局图像左边界的当前距离L3i;通过焊丝左侧图像截取窗口19截取焊丝左位置图像后,再在检测线24上提取焊丝5中心至全局图像左边界的当前距离L4i;然后,计算焊丝左位置检测点至坡口右边缘22当前距离X2i=(L3i-L4i),并将该X2i值送至焊缝偏差值求取模块15-3中。
④求取焊缝偏差信息。焊缝偏差值求取模块15-3接收到焊丝位置信息提取模块15-2相邻两次提取的焊丝位置信息X1i与X2i后,按式ΔXi=(X1i-X2i)/2计算焊缝偏差的当前检测值ΔXi,然后以最近n(n≥1)次焊缝偏差检测值(即ΔXi-(n-1)、ΔXi-(n-2)、…、ΔXi-1、ΔXi)的中值或平均值,作为焊缝偏差的当前采样值ΔXsi,并将该采样值ΔXsi输出至窄间隙焊炬拖动机构中的焊炬位置调节系统以调节焊炬位置;若ΔXsi=0则焊缝无偏差(对应于图2和图5所示情形),若ΔXsi>0则焊丝5偏向坡口右侧(即表示焊缝相对于焊炬左偏,对应于图3和图6所示情形)),若ΔXsi<0则焊丝5偏向坡口左侧(即表示焊缝相对于焊炬右偏,对应于图4和图7所示情形));重复上述步骤①至步骤④,直至焊接过程结束。
在所述焊缝偏差传感检测方法中,步骤②和步骤③顺序可以颠倒使用,并且在所述步骤②和步骤③中可以先提取焊丝5中心至全局图像左边界的当前距离L1i或L4i,然后再求取坡口边缘21或22至全局图像左边界的当前距离L2i或L3i。并且,当电弧1再次运动至离坡口右侧壁最近处时,焊丝位置信息提取模块15-2按照步骤②所述类似方法,在提取坡口左边缘21至全局图像左边界的下次距离L2(i 1)、以及焊丝右位置检测点至全局图像左边界的下次距离L1(i 1)后,计算出焊丝右位置检测点至坡口左边缘21的下次距离X1(i 1)=(L1(i 1)-L2(i 1)),并将该X1(i 1)值送入焊缝偏差值求取模块15-3后,在焊缝偏差值求取模块15-3中按式ΔX(i 1)=(X1(i 1)-X2i)/2求得焊缝偏差的下次检测值ΔX(i 1);依此类推,从而实现在一个电弧运动(摇动或旋转)周期内对焊缝偏差的两次检测。
在所述焊缝偏差传感检测方法的步骤②和步骤③中,坡口左侧图像截取窗口17或坡口右侧图像截取窗口20可以设置在远离电弧1的坡口侧,也可设置在离电弧1较近的坡口侧,但优选设置在远离电弧1的坡口侧,参见图8和图9。在确定焊丝右侧图像截取窗口18或焊丝左侧图像截取窗口19位置时,对全局(即整体)焊接图像依次进行中值滤波、对比度拉伸、全局固定阈值分割、电弧轮廓形态学腐蚀处理后,提取电弧区域最高点C1或C2位置坐标为(XC1i,YC1i)或(XC2i,YC2i),并根据电弧区域最高点C1或C2的纵坐标值,确定焊丝图像截取窗口18或19的定位点D1i或D2i的纵坐标值为(YC1i ΔY)或(YC2i ΔY),其中ΔY为附加调节量,同时调整焊丝图像截取窗口18或19定位点D1i或D2i的横坐标值(具体算法详见下文)。
焊丝位置检测线23或24纵坐标位于焊丝图像截取窗口18或19内,并处于焊丝图像截取窗口18或19高度的一半及以上位置处。并且,在坡口左边缘线21上的L2i和L2(i 1)检测点纵坐标值与在坡口右边缘线22上的L3i检测点纵坐标值相同,在右位置焊丝轴心线上的L1i和L1(i 1)检测点纵坐标值与在左位置焊丝轴心线上的L4i检测点纵坐标值相同;如果为了保持与该次同类检测点纵坐标值相同,而出现下次检测点(如L1(i 1)和L2(i 1)检测点)纵坐标位置超出其所在图像截取窗口范围,那么在下次焊缝偏差检测时就调整为一个电弧运动(摇动或旋转)周期检测一次,然后可再恢复至一个电弧运动周期对焊缝偏差的两次检测。另外,焊丝位置检测点至全局图像左边界距离L1i、L4i或L1(i 1)的最终检测值,为焊丝左侧图像截取窗口18或焊丝右侧图像截取窗口19内、焊丝7轴心线上m(m≥1)个不同位置检测值的中值或平均值;坡口边缘线至全局图像左边界距离L2i、L3i或L2(i 1)的最终检测值,为坡口左侧图像截取窗口17或坡口右侧图像截取窗口20内、坡口边缘线21或22上k(k≥1)个不同位置检测值的中值或平均值。
由于在一个电弧运动周期内,可完整地获取两幅焊接图像,因此通过对相邻两幅焊接图像的检测,可实现在一个电弧运动(摇动或旋转)周期内对焊缝偏差的两次检测(不含初始检测),以提高焊缝偏差检测的实时性。另外,通过所述小窗口截取远离电弧侧的坡口边缘区域图像进行处理,可有效避免运动电弧干扰,提高了焊缝偏差的传感检测精度。
图像处理是焊缝偏差检测的关键,图像处理检测焊缝偏差的流程如图10所示,包括以下四大步骤:
A)对整幅焊接区域红外图像进行全局图像处理,并确定图像截取窗口位置。具体又包括:①图像滤波处理:针对数字式红外摄像机11采集到的实时焊接图像,采用中值法对整体图像进行平滑滤波,以减低焊接过程中弧光、飞溅、烟尘、外部环境干扰引起的图像噪声;②图像对比度拉伸:通过图像灰度值分析,对输入图像灰度进行分段线性变换,以压缩背景区域灰度,提升熔池和电弧部分像素灰度值,增大坡口侧壁与熔池图像边界处、以及焊丝与熔池图像边界处对比度,实现对图像对比度的拉伸处理,为后续阈值分割创造条件;③全局图像阈值分割:对全局图像进行固定阈值分割,即将包含不同灰度级的图像变为一幅二值图像,以简化图像层次,突出电弧区域轮廓;④提取电弧区域最高点位置:对电弧轮廓进行形态学腐蚀处理,以消除焊丝端部反光区域的影响,提取出电弧形态轮廓,并求出电弧区域最高点C1或C2位置坐标值为(XC1i,YC1i)或(XC2i,YC2i);⑤自适应修正图像截取窗口位置:根据电弧区域最高点C1或C2的纵坐标值,确定焊丝图像截取窗口18或19的定位点D1i或D2i的纵坐标值为(YC1i ΔY)或(YC2i ΔY),其中ΔY为附加调节量;同时,根据电弧最高点C1或C2横坐标位置的变化,可对焊丝图像截取窗口18或19定位点D1i或D2i的横坐标值Xd1i或Xd2i作适应性修正(具体算法见下文);根据坡口边缘线21或22横向位置的变化,对坡口边缘图像截取窗口17或20定位点B1i或B2i的横坐标值Xb1i或Xb2i作适应性修正(具体算法见下文),以提高所述红外视觉传感检测方法的环境适应性和工作可靠性。
B)对小窗口坡口图像进行处理,提取窄间隙坡口边缘位置信息。具体又包括:①判断电弧1至坡口9侧壁最近点位置:利用输入到计算机图像处理系统15中的电弧运动至坡口左或右侧壁位置信号PL或PR,也可根据电弧区域最高点C1或C2的横坐标值XC1i或XC2i,辨识并确认此时电弧运动至离坡口左侧壁最近还是离坡口右侧壁最近;②坡口图像截取:针对在上述步骤A)中经过中值滤波和对比度拉伸处理过的全局焊接图像,采用小窗口17或20截取远离电弧侧的坡口左侧壁边缘21或右侧壁边缘22区域图像,以减少计算机图像处理系统15的图像处理工作量,同时避免运动电弧对坡口图像检测的干扰;③全窗口图像自适应阈值分割:对所截取的全窗口坡口图像进行灰度分析,自动寻找熔池图像与背景图像灰度分布的峰谷点并定位阈值点后,对全窗口坡口图像进行大津法自适应阈值分割,即对图像进行黑白化处理,以突出坡口边缘;④坡口边缘提取:采用Canny边缘算子对经过自适应阈值分割处理后的窗口图像进行平滑和滤波处理滤除噪声后,检测熔池与背景图像灰度发生变化的位置,在小窗口内提取出熔池与坡口侧壁之间的边缘线21或22;⑤提取坡口边缘至全局图像左边界距离:求取坡口左边缘21至全局图像左边界的当前距离L2i或L2(i 1),或者坡口右边缘22至全局图像左边界的当前距离L3i。
C)对小窗口焊丝图像进行处理,提取焊丝位置信息。具体又包括:①焊丝图像截取:针对在上述步骤A)中经过中值滤波和对比度拉伸处理过的全局焊接图像,采用小窗口18或19截取焊丝图像;②焊丝图像局部自适应阈值分割:针对焊丝图像上下部位灰度值变化大的特点,采用局部自适应阈值分割法,在对所截取图像每个像素的邻域灰度分析的基础上,依次对不同邻域中的局部图像进行二值化处理,最终实现对全窗口图像的黑白化处理,以增强焊丝局部图像特征;③焊丝轮廓图像形态学腐蚀:采用形态学腐蚀方法,对局部阈值分割后的焊丝轮廓图像进行处理,以去除图像噪声,突出焊丝轮廓;④焊丝骨架提取:针对经过形态学腐蚀处理后的焊丝轮廓图像,采用Canny边缘算子在小窗口内提取出焊丝骨架边缘线。⑤提取焊丝中心至全局图像左边界距离:根据焊丝骨架提取出焊丝轴心线,并在在检测线23上提取焊丝5中心至全局图像左边界的当前距离L1i或L1(i 1),或者在检测线24上提取焊丝5中心至全局图像左边界的当前距离L4i。
D)求取焊缝偏差信息。按式X1i=(L1i-L2i)或X1(i 1)=(L1(i 1)-L2(i 1))计算焊丝右位置检测点至坡口左边缘21的当前距离X1i或下次距离X1(i 1),并按式X2i=(L3i-L4i)计算焊丝左位置检测点至坡口右边缘22的当前距离X2i;然后,按式ΔXi=(X1i-X2i)/2或ΔX(i 1)=(X1(i 1)-X2i)/2计算焊缝偏差的当前检测值ΔXi或下次检测值ΔX1(i 1),再以最近n次焊缝偏差检测值的中值或平均值,作为焊缝偏差的当前采样值ΔXsi或下次采样值ΔXs(i 1)输出。
在图10所示的焊缝偏差检测流程中,如将所述步骤B)和步骤C)顺序颠倒,并不影响检测结果。并且,对图像截取小窗口位置横坐标值进行自适应修正的具体算法为:
1)焊丝图像截取窗口定位点D1i或D2i的横坐标自适应修正算法:焊丝图像截取窗口18或19定位点D1i或D2i的横坐标值Xd1i或Xd2i,等于其前次设定值Xd1(i-1)或Xd2(i-1)与电弧最高点C1或C2横坐标位置最近两次检测值的变化量(XC1i-XC1(i-1))或(XC2i-XC2(i-1))之和,即Xd1i=Xd1(i-1) (XC1i-XC1(i-1)),或Xd2i=Xd2(i-1) (XC2i-XC2(i-1))。
2)坡口边缘图像截取窗口定位点B1i或B2i的横坐标自适应修正算法:坡口边缘图像截取窗口17或20定位点B1i或B2i的横坐标值Xb1i或Xb2i,等于其前次设定值Xb1(i-1)或Xb2(i-1)与坡口边缘线21或22位置最近两次检测值的变化量(L2(i-1)-L2(i-2))或(L3(i-1)-L3(i-2))之和,即Xb1i=Xb1(i-1) (L2(i-1)-L2(i-2)),或Xb2i=Xb2(i-1) (L3(i-1)-L3(i-2))。
窄间隙焊缝偏差的红外视觉传感检测方法及装置实施例
以摇动电弧直流焊接为例
图11为直流焊时焊丝轴心位置信息提取效果实例图。试验条件包括:数字式CMOS红外摄像机11工作于外触发方式,其摄像角度为25°、光圈16、曝光时间2毫秒;窄带滤光片中心波长970纳米、带宽25纳米,中性减光片透过率10%;平位置直流施焊,电弧电流为280安,电弧电压为29伏,焊接速度Vw=20.3厘米/分钟,焊丝干伸长18毫米,焊丝直径1.2毫米,焊接保护气体Ar 20%CO2的流量为30升/分钟,Ⅰ型低碳钢焊接坡口间隙为13毫米;在图11所对应时刻焊炬左偏(或焊缝右偏)0.5毫米;电弧摇动频率为2.5赫兹、摇动半径r=6.5毫米、摇动角度α=70°,电弧在坡口两侧壁A1i和A2i处停留时间各为100毫秒。
图11(a)和(b)图分别为计算机图像处理系统15获取的电弧1摇动至坡口左侧壁和右侧壁处开始停留瞬间的全局焊接图像,可见焊丝和电弧距离坡口左侧壁较近,说明焊炬左偏,也即焊缝相对于焊炬出现右偏状态(相应于图4所示情形);针对电弧在坡口左右侧壁停留时的全局焊接图像,经过固定阈值分割(阈值点灰度值为240)和形态学腐蚀后,获得的电弧形态图像如图11(c)和(d)所示;针对经过中值滤波和对比度拉伸处理后的全局焊接图像,在图11(a)和(b)中焊丝处白线框所示位置(其位置由电弧区域最高点C1或C2位置自适应确定,其中纵坐标值附加调节量ΔY=10个像素,以有效地避开电弧干扰)处,采用焊丝左侧图像截取窗口19和焊丝右侧图像截取窗口18截取得到的焊丝区域小窗口图像如图11(e)和(f)所示;对截取的焊丝区域小窗口图像进行局部自适应阈值分割处理后,获得的焊丝区域图像如图11(g)和(h)所示,其中白色的规则区域表示焊丝轮廓;对经过局部阈值分割处理后的焊丝轮廓图像进行形态学腐蚀,获得的焊丝轮廓图像如图11(j)和(k)所示,可见由于受电弧弧光干扰的影响,所提取的焊丝轮廓呈现上粗下细状态;采用Canny边缘算子提取的焊丝轮廓边缘(即焊丝骨架)图像,如图11(m)和(n)中的白线所示;针对边缘提取后获得的焊丝轮廓求取几何中心,获得的焊丝轴心线位置图像如图11(u)和(v)所示。
图12为与图11所示情形相对应的坡口边缘信息提取效果实例图。针对经过中值滤波和对比度拉伸处理后的全局焊接图像,在图11(a)和(b)图中坡口边缘处白线框所示位置处,采用坡口右侧图像截取窗口20和坡口左侧图像截取窗口17截取得到的坡口边缘区域小窗口图像如图12(a)和(b)图所示;对截取的小窗口图像采用大津法进行全窗口自适应阈值分割处理后,获得的坡口边缘区域图像如图12(c)和(d)图所示,其中白色区域表示熔池区域;采用Canny边缘算子提取的坡口边缘图像,如图12(e)和(f)图中的白线所示。
最后,根据图8和图9所示的焊缝偏差检测原理及算法,在焊丝图像截取窗口18或19高度一半以上位置内,以焊丝5轴心线(参见图11(u)和(v))上相邻间隔为4个像素点的5个(即m=5)不同位置检测值的中值,作为焊丝中心至全局图像左边界的当前距离L1i或L4i;并且,在坡口边缘图像截取窗口17或20高度一半位置处,以坡口边缘线(参见图12(e)和(f))上相邻间隔为10个像素点的3个(即k=3)不同位置检测值的中值,作为坡口边缘21或22至全局图像左边界的当前距离L2i或L3i。求得焊缝偏差的当前检测值ΔXi后,再以最近5次(即n=5)焊缝偏差检测值的平均值作为焊缝偏差当前采样值ΔXsi,求得ΔXsi=0.41毫米(绝对检测误差<0.1毫米),同时ΔXsi>0表示焊缝右偏(或焊炬左偏)。
另外,在同样的直流电弧焊接试验条件下,对于焊缝实际偏差在±1.0毫米范围内连续变化的情形,焊缝偏差采样值ΔXsi的绝对误差均<±0.15毫米,从而进一步说明了所提出的焊缝偏差红外视觉传感检测方法的有效性。
以摇动电弧脉冲焊接为例
图13为脉冲焊时焊丝轴心位置信息提取效果实例图,试验条件包括:中性减光片透过率为30%,数字式红外CMOS摄像机工作于外触发方式,采用脉冲MAG电弧焊接,平均焊接电流为280安,平均电弧电压为29伏,焊炬右偏(或焊缝左偏)0.6毫米,其余试验条件与图11所涉及条件相同。
当电弧摇动至离坡口侧壁较近时,电弧在坡口左侧壁处停留信号PL或在坡口右侧壁处停留信号PR有效,此时一旦电弧电流传感器13检测到脉冲电弧1的第一个基值期电流信号ib来临,即刻触发红外摄像机11,采集此刻受电弧弧光干扰最小的焊接区域图像。相应地,计算机图像处理系统15获取的电弧摇动至坡口左侧壁和右侧壁时的脉冲焊接全局图像如图13(a)和(b)图所示,可见焊丝和电弧距离坡口右侧壁较近,说明焊炬右偏(或焊缝相对于焊炬左偏,相应于图3所示情形);另外,脉冲基值期电弧较小(尽管采用了透过率更大的减光片),使得电弧弧光干扰减小。图13(c)和(d)图所示为经过全局图像固定阈值分割和形态学腐蚀处理后的电弧形态图像;针对经过中值滤波和对比度拉伸处理后的全局脉冲焊接图像,在图13(a)和(b)中焊丝处白线框所示位置(其位置根据电弧区域最高点C1或C2位置自适应确定)处,采用焊丝图像截取窗口19和18截取得到的焊丝区域小窗口图像如图13(e)和(f)所示;对截取的焊丝区域小窗口图像进行局部自适应阈值分割处理后,获得的焊丝区域图像如图13(g)和(h)所示,其中白色的规则区域表示焊丝轮廓;对经过局部阈值分割处理后的焊丝轮廓图像进行形态学腐蚀,获得的焊丝轮廓图像如图13(j)和(k)所示;采用Canny边缘算子提取的焊丝轮廓边缘(即焊丝骨架)图像,如图13(m)和(n)中的白线所示;针对边缘提取后获得的焊丝轮廓求取焊丝几何中心,获得的焊丝轴心线位置图像如图13(u)和(v)所示。
图14为与图13所示情形相对应的坡口边缘信息提取效果实例图。针对经过中值滤波和对比度拉伸处理后的脉冲焊接全局图像,在图13(a)和(b)中坡口边缘处白线框所示位置处,采用坡口图像截取窗口20和17截取得到的坡口边缘区域小窗口图像如图14(a)和(b)所示;对截取的小窗口图像采用大津法进行全窗口自适应阈值分割处理后,获得的坡口边缘区域图像如图14(c)和(d)所示,其中白色区域表示熔池区域;采用Canny边缘算子提取的坡口边缘图像,如图14(e)和(f)中的白线所示。
最后,根据图8和图9所示的焊缝偏差检测原理及算法,在焊丝图像截取窗口18或19高度一半以上位置内,以焊丝5轴心线(参见图13(u)和(v))上相邻间隔为4个像素点的5个不同位置检测值的中值,作为焊丝中心至全局图像左边界的当前距离L1i或L4i;并且,在坡口边缘图像截取窗口17或20高度一半位置处,以坡口边缘线(参见图14(e)和(f))上相邻间隔为10个像素点的3个不同位置检测值的中值,作为坡口边缘21或22至全局图像左边界的当前距离L2i或L3i。求得焊缝偏差的当前检测值ΔXi后,再以最近5次焊缝偏差检测值的平均值作为焊缝偏差当前采样值ΔXsi,求得ΔXsi=-0.65毫米(负号表示焊缝左偏),检测绝对误差为0.05毫米。
另外,在同样的脉冲电弧焊接试验条件下,对于焊缝实际偏差在±1毫米范围内连续化情形,焊缝偏差当前采样值ΔXsi的绝对误差均<±0.1毫米从而进一步说明了焊缝偏差脉冲基同步检方法的有效性。

 螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统
螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统