中频感应电炉(频率在 150~2500Hz)因其投资少,使用寿命长,电效率高且电能单耗低,操作方便,冶炼合金元素烧损量小,以及脆性夹杂物少且纯净度高等优点, 在冶金及铸造行业中得到广泛运用。
随着对金属冶炼质量的要求越来越高。对中频感应电炉的使用要求也越来越高,主要体现在长寿技术的要求;高效化生产要求;降低冶炼能耗等方面。我公司使用中频感应电炉做为轧辊生产设备,通过摸索总结使用方面技术要点,实现长寿、节能、高效及必要的事故预防,对同行业有很好的借鉴意义。
一、酸性中频感应电炉的长寿技术
1.原材料要求
石英质炉衬材料要求 wSiO2>99%,wCaO<0.5%,wMgO<0.5%,wFeO<0.5%,wAl2O3<0.5%,wH2O<0.5%;耐火度>1700℃,软化温度>1650℃。炉衬材料在高温状态下不得导电。在硅砂材料中一般使用硼酸(H3BO3)或硼酐(B2O3)作为添加剂, 主要作用是降低烧结温度。
2.筑炉工艺
炉衬采用气动打结,先用筑炉底机将炉底打结, 再放入胎具 ,在胎具与绝缘层之间加入筑炉材料,用振捣器振动胎具使材料紧实。筑炉材料为硅砂,粒度级配见表1。

3.烤炉工艺
烤炉时要严格按烘炉烧结工艺进行。
(1)烘烤和初期烧结阶段的加料特点 一般可将炉内加满炉料,在金属开始熔化后小批量地每次加入50~200 kg炉料(视规格定),直到最后金属液面距炉沿50~100 mm。
(2)烘烤、烧结阶段的升温特点 总的原则是“低温阶段慢升温,持续时间长”,烧结阶段温度要比平时最高出铁温度高50~80℃。
烘烤阶段:以50℃/h缓慢升温4h,目的是彻底排除炉衬中水分,再以100℃/h的速度将坩埚模加热至600℃、保温4h,在573℃时完成硅砂的第一次相变,即β-石英向α-石英的转变,发生相变体膨胀约为0.82%,577℃时硼酐熔化与粉状的水晶硅砂形成玻璃相,使炉衬表面釉化。
半烧结阶段:以50℃/h升温至900℃、保温3h,以100℃/h升温至1200℃、保温3h,870℃以上进行硅砂的第二次相变:α-石英向α-鳞石英的转变速度很慢,因体积膨胀率为16%,必须控制升温速度,防止产生裂纹。
完全烧结阶段:以50℃/h升温至1470℃、保温1h,1470℃时α-鳞石英转变为α-方石英,发生第三次相变,体积增大4.7%。烧结温度低,烧结层厚度不足,使用寿命明显降低。升温不宜过快 ,以防止烧结层因巨大相变应力而产生裂纹和疏松。
(3)烧结层的形成 高温烧结有利于在炉衬的径向上从内到外形成各占1/3厚度的烧结层、过渡层、松散层,如下图所示。烧结温度应高于1500℃,以保证烧结层中石英完成方石英化,以减少表面裂纹。
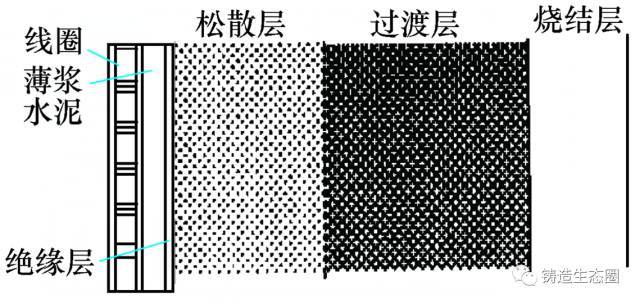
炉衬材料烧结后断面结构图
4.维护使用要求
(1)加料 炉料应小批量、小块度多批加入,不能蓬料,以减少炉料对炉壁、炉底的冲击。
(2)保护炉领措施 在炉沿上加一个圆形铸铁防护压圈,位置在筑炉时最后一层上平面低于炉沿20~30 mm,可对炉领部位起到良好的防护作用。
(3)随时掌握炉况 加强日常点检,注意炉衬的侵蚀、裂纹状况,用专用量具测量其总高度和不同高度部位的直径,做好定期维护是提高炉衬材料使用寿命的重要因素。
(4)补炉 在炉底腐蚀小于50 mm情况下将筑炉材料适当调湿,将炉底杂质清除后用捣固锤捣实进行“热补”,一般补炉底不超过两次。
(5)掌握好停炉、拆炉时机 在炉壁圆周方向出现肉眼明显可见的水平环状裂纹、炉衬侵蚀和剥落严重,功率和电流达到甚至超过额定的5%~10%,以及炉内铁液翻转比平时明显剧烈时必须考虑停炉、拆炉。
5.熔炼操作
(1)熔炼温度制度 熔炼过程中尽量避免高温熔炼。在高温状态下,SiO2 + 2C → Si + 2CO,温度越高、C 越高、Si 越低时,炉衬的蚀损将加剧,尤其在新炉时更为明显,因此严禁高温熔炼,是提高炉龄、降低电耗的好方法。
(2)避免炉衬过热 炉料出现“架桥”现象会使炉衬出现局部高温甚至超过炉衬的耐火度,造成炉衬熔融而蚀损,降低炉衬的使用寿命。
(3)铁液对炉衬寿命的影响 主要表现在:铁液在电磁作用下产生的搅拌力, 冲刷炉衬;高温时炉衬中的 SiO2 被铁液中的 C 还原。
(4)炉渣对炉衬的影响 炉料中铁锈、回炉料含有 FeO 等炉渣,与炉衬中的 SiO2反应形成低熔点的熔渣, 大量熔渣严重侵蚀炉衬,且炉渣会掩盖炉衬真实裂纹, 因此及时清渣是延长炉衬寿命的一个因素。
(5)钢铁料要求 应严格防止含 Zn 、Pb 过高的材料加入, 因以上两种元素的熔点相对于铁较低, 在铁还未熔化时,就以蒸气的形式穿透整个炉衬,导致硅砂炉衬烧蚀洞及裂纹产生。
二、高效化生产与节能技术
要根据中频感应电炉的冶金特性编制合理的熔炼工艺,从装料、温度控制,在各不同温度下加入合金、增碳剂、造渣剂,以及出铁温度各个环节严格控制 ,力求用最短的熔炼时间、最小的合金烧损与氧化,达到控制和稳定金相组织, 提高轧辊质量的目的。
1.合理配料
科学管理与使用好炉料,做到主要化学成分符合要求, 有害杂质元素含量尽可能少,避免因调整成分而拖延熔炼时间, 杜绝因成分不合格而报废。
在加料过程中应尽量使金属保持密实状态充满整个炉腔,以保证热效率的最大利用,提高熔化效率。
2.合理冶炼操作
供电:先供给 60%左右的功率,待电流冲击停止后,迅速将功率增到最大值, 以加快炉料的熔化。
3.合理控制出钢温度
熔炼采用浇注前短时间升温符合工艺要求温度,而其余时间铁液保持较低温度,可减少高温铁液对炉衬的侵蚀, 延长炉衬使用寿命, 降低电耗。
三、高合金回收率技术
感应电炉中Si、Mn、Cr等易氧化元素的烧损,多在3%~5%。一般发生在熔清时间过长,又未注意造渣保护的阶段。若废钢用量大,轻薄料多,以及炉料带水带锈,问题更加加重。避免元素烧损过大的办法是:炉料尽量干净,形状不要枝叉,尺寸不能过大、过薄;杜绝架料;熔炼前期要及时造渣,后期高温下有熔渣覆盖;熔炼后期调频不要过度;过热温度不要过高,切忌高温下长时间保温。
铁液温度超过平衡温度,会使反应SiO2+2C=Si+2CO向右进行,造成铁液降C、增Si,因此配料时要补C。后期调整成分,要采取先Mn、再C、后Si的顺序。
四、感应炉熔炼过程喷溅与爆炸原因分析
(1)感应炉炉料潮湿和锈蚀 碳、氧反应及铁的氧化物的高温分解反应在钢液内持续进行,使钢液内部产生了不断外涌的动力,进而发生喷溅。
(2)熔渣结壳 熔渣作用是覆盖在钢液表面,保护合金元素不被氧化,并具有一定的脱硫、吸附夹杂物和保温作用。熔渣主要成份含有熔炼过程中被冲刷、侵蚀进入熔渣的炉衬材料及炉料带入杂质。当熔渣的散热速度高于钢液的传热速度时,熔渣表面结壳。渣壳下部空间形成密闭环境,熔炼产生的气体不能及时释放,达到一定压力气体会顶开渣壳造成金属液、熔渣喷出。
(3)炉料架桥 架桥原因:一次加料过多,上部炉料堆放过紧,炉料卡死、架空;炉料结构不合理,上部料块小、熔点高,下部料块大、熔点低;炉壁不平滑,不利炉料顺行。炉料架桥后,下部熔池温度则不断升高,在炉内形成高温、高压气氛,金属液对炉衬耐火材料侵蚀严重,甚至导致炉体局部金属液泄漏,使其冷却水进入金属熔池引起大爆炸。
(4)感应圈漏水 中频炉金属液的电磁搅拌冲刷炉衬材料、导致熔蚀加剧,炉衬的某些部位被严重侵蚀而失效,钢液会在该处穿炉,穿出的钢液黏在感应圈上,造成两层感应圈之间短路、烧穿,线圈内的冷却水进入炉中导致爆炸。
结语
(1)通过以上技术管理措施综合实施,实现了中频感应电炉经济运行,具体指标见表2(以20t炉2016年1~6月平均产量为例)。

(2)中频感应电炉炼钢时金属料和合金收得率显著提高,钢铁料的收得率可达到97%~98%,合金收得率显著提高1%左右。因此,节约钢铁料和合金成本优势较为显著。
(3)冶炼调整成分比较方便,满足工艺对铁液较窄成分范围的要求,使轧辊性能更加稳定、冶炼成本更低。中频炉电源功率大,提温能力很强,可以对不同材质及规格轧辊给出不同的温度范围来满足铸造工艺要求。
(4)应进一步研究中频感应炉长寿技术、高效熔炼技术、事故预防等问题,更好地满足技术要求,也更好地实现经济运行。
作者简介:肖连华,唐山钢铁集团重机装备有限公司,高级工程师,从事轧辊生产工艺研究。曹瑞荣,唐山钢铁集团重机装备有限公司。
来源:《金属加工(热加工)》转载请注明出处





