增塑糊加工工艺流程文献

 钣金加工工艺流程
钣金加工工艺流程
钣金加工工艺流程
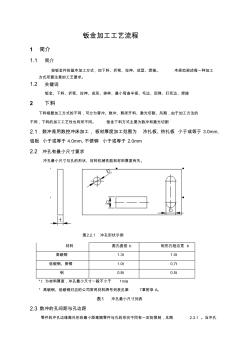
钣金加工工艺流程 1 简介 1.1 简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。 本规范阐述每一种加工 方式所要注意的工艺要求。 1.2 关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。 钣金下料方式主要为数冲和激光切割 2.1 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于或等于 3.0mm, 铝板 小于或等于 4.0mm,不锈钢 小于或等于 2.0mm 2.2 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 材料 圆孔直径 b 矩形孔短边宽 b 高碳钢 1.3t 1.0t 低碳钢、黄铜 1.0t 0.7t 铝 0.8t 0.5t
 简单的加工工艺流程
简单的加工工艺流程
简单的加工工艺流程
下料:逐件检查所裁的板料,应符合工艺图纸的要求,采用数控机床 根据图纸要求对所用材料进行切割并保证下料尺寸精确, 对剪好的原 材料标记图号和规格,以防错乱。 开槽:采用数控刨槽机对金属板料进行刻划线槽, 用来对折弯前的弯 曲边长尺寸进行预先精确定位, 在折弯机上按照预先刻划好的线槽进 行弯曲开槽处理,这样可以保证折弯边长尺寸的高精度外形美观。 焊接:是通过加热、加压,或两者并用,使两工件产生原子间结合的 加工工艺和联接方式。焊接应用广泛,既可用于金属,也可用于非金 属。用亚弧焊机根据图纸对工件进行点焊,校对尺寸,并调整角度确 认无误后进行焊接。 打磨:针对漏焊的焊缝要及时进行补焊后再进行修磨、校对,调整版 面。打磨工作完成后,针对打磨的部分要进行涂抹防锈油,焊口保证 平直无毛刺。产品一级面的焊缝打磨必须经过粗磨后精磨。 二级面 的焊缝进行粗磨。三级面一般不进行打磨, 除非特殊要求或出现焊瘤