阻焊
阻焊就是电阻焊
电阻焊(resistance welding)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
-

选择特殊符号
选择搜索类型
请输入搜索
阻焊就是电阻焊
电阻焊(resistance welding)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
A:阻焊不均 原因: 1、 印板后插架时板面碰到了插板架,或其它物体碰到了板面。 2、刮刀出现印刷不均。 标准:阻焊必须覆盖完全,阻焊厚度大于10um.
B:假性露铜 1、铜厚≥2 OZ; 2、油墨开油过稀; 标准:阻焊必须覆盖完全,阻焊厚度大于10um
C:撞断线 原因:磨板和印刷阻焊操作过程中撞断线。 标准:不接收
D:基材撞伤 原因:磨板和印刷阻焊操作过程中撞伤了基材。 标准:没有造成导体桥接和玻织布断裂.
E:阻焊杂物 原因: 1、网版未清理干净; 2、印刷台面未清理干净; 3、前处理不良; 4、油墨中混有杂物; 标准: 1、距最近导体在0.1mm以外。 2、最大尺寸≤0.8mm。 3、每面不超过3处
F:阻焊色差 原因: 1、固化(烘烤)时间过度。 2、固化烘箱温度不均。 标准: 1、同一批板,同一块板颜色一致。 2、3M胶带拉力测试不掉阻焊。 3、可焊性、热应力试验后不掉阻焊。
G:阻焊余胶 原因: 1、预烘时间过长; 2、曝光尺能量过高; 3、预烘或曝光后停留时间过长; 4、如是点状形的为传送滚轮老化或粘有油墨所导致。 标准:不接收
将焊件压紧在两个柱状电极之间,通电加热,使焊件在接触处熔化形成熔核,然后断电,并在压力下凝固结晶,形成组织致密的焊点。
点焊适用于焊接4 mm以下的薄板(搭接)和钢筋,广泛用于汽车、飞机、电子、仪表和日常生活用品的生产。
缝焊与点焊相似,所不同的是用旋转的盘状电极代替柱状电极。叠合的工件在圆盘间受压通电,并随圆盘的转动而送进,形成连续焊缝。
缝焊适宜于焊接厚度在3 mm以下的薄板搭接,主要应用于生产密封性容器和管道等。
根据焊接工艺过程不同,对焊可分为电阻对焊和闪光对焊。
一:电阻对焊
焊接过程是先施加顶锻压力(10~15 MPa),使工件接头紧密接触,通电加热至塑性状态,然后施加顶锻压力(30~50 MPa),同时断电,使焊件接触处在压力下产生塑性变形而焊合。
电阻对焊操作简便,接头外形光滑,但对焊件端面加工和清理要求较高,否则会造成接触面加热不均匀,产生氧化物夹杂、焊不透等缺陷,影响焊接质量。因此,电阻对焊一般只用于焊接直径小于20 mm、截面简单和受力不大的工件。
二:闪光对焊
焊接过程是先通电,再使两焊件轻微接触,由于焊件表面不平,使接触点通过的电流密度很大,金属迅速熔化、气化、爆破,飞溅出火花,造成闪光现象。继续移动焊件,产生新的接触点,闪光现象不断发生,待两焊件端面全部熔化时,迅速加压,随即断电并继续加压,使焊件焊合。
闪光对焊的接头质量好,对接头表面的焊前清理要求不高。常用于焊接受力较大的重要工件。闪光对焊不仅能焊接同种金属,也能焊接铝钢、铝铜等异种金属,可以焊接0.01 mm的金属丝,也可以焊接直径500 mm的管子及截面为20 000 mm2的板材。
即在印制板的表面不需焊接的线路和基材上涂上一层防焊阻剂(油墨),并起到阻焊绝缘、防止氧化、美化外观之作用。阻焊膜是印制板的外表,客户看印制板最直观的质量就是阻焊外观,因而对阻焊向来是挑剔的。 阻焊的颜色有:红、黄、绿、蓝、紫、黑 最常用的是绿色。
电阻焊是利用电流通过工件及焊接接触面间所产生的电阻热,将焊件加热至塑性或局部熔化状态,再施加压力形成焊接接头的焊接方法。 电阻焊分为点焊、缝焊和对焊3种形式。 (1)点焊:将焊件压紧在两个柱状电极之间...
电阻焊是通过利用电阻热将两工件沿整个端面同时焊接起来的一类电阻焊方法。接通电源后,使两工件端面轻微接触,形成许多接触点。电流通过时,接触点熔化,成为连接两端面的液体金属过梁。由于液体过梁中的电流密度极...
这要看设备的性能了。从焊接上来讲储能机焊接放电时间短,产生的热量损失小,所以要节能些这种状况下可以节能20-30%只是有的储能焊机给电容器组充电的回路中还加装有很大的充电限流电阻器。这样的焊机和一般的...

 阻焊变压器
阻焊变压器
阻焊变压器
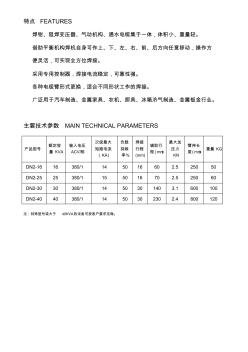
特点 FEATURES 焊钳、阻焊变压器、气动机构、通水电缆集于一体,体积小、重量轻。 借助平衡机构焊机自身可作上、下、左、右、前、后方向任意移动,操作方 便灵活,可实现全方位焊接。 采用专用控制器,焊接电流稳定,可靠性强。 各种电极臂形式更换,适合不同形状工作的焊接。 广泛用于汽车制造、金属家具、农机、厨具、冰箱冷气制造、金属钣金行业。 主要技术参数 MAIN TECHNICAL PARAMETERS 注:特殊型号或大于 40KVA的设备可按客户要求定做。 产品型号 额定容 量 KVA 输入电压 ACV/相 次级最大 短路电流 (KA) 负载 持续 率% 焊接 行程 (mm) 辅助行 程 ( mm) 最大加 压力 KN 臂伸长 度 ( mm) 重量 KG DN2-16 16 380/1 14 50 16 60 2.5 250 50 DN2-25 25 380/1 1
 电阻焊接标准
电阻焊接标准
电阻焊接标准
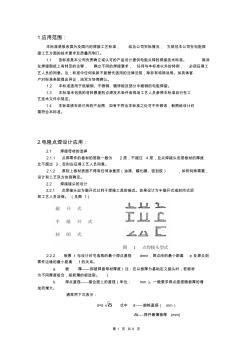
第 1 页 共 9 页 1.应用范围: 本标准是吸收国外及国内的焊接工艺标准, 结合公司实际情况, 为规范本公司在电阻焊 接工艺方面的技术要求及质量而制订。 1.1 该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准。 除非 在焊接图纸上有特定的注释, 确立不同的焊接要求, 任何与本标准以外的特例, 必须征得工 艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客 户对标准条款提出异议,由双方协商确认。 1.2 本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。 1.3 本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工 艺技术文件中规定。 1.4 本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时 需符合本标准。 2.电阻点焊设计应用: 2.1 焊接母材的选择 2.1.1 点焊零件的板材的层数一般
概念
印刷电路板基本是由焊盘、过孔、阻焊层、丝印层、铜线、各种元件等部分组成。通常为了增大铜皮的厚度,采用阻焊层上划线去绿油,然后加锡达到增加铜线厚度的效果。
助焊层与阻焊层区别
两个层都是上锡焊接用的,并不是指一个上锡,一个上绿油;而是:
1、阻焊层的意思是在整片阻焊的绿油上开窗,目的是允许焊接;
2、默认情况下,没有阻焊层的区域都要上绿油;
3、助焊层用于贴片封装;
阻焊层在控制回流焊接工艺期间的焊接缺陷中的角色是重要的,PCB设计者应该尽量减小焊盘特征周围的间隔或空气间隙。
虽然许多工艺工程师宁可阻焊层分开板上所有焊盘特征,但是密间距元件的引脚间隔与焊盘尺寸将要求特殊的考虑。虽然在四边的qfp上不分区的阻焊层开口或窗口可能是可接受的,但是控制元件引脚之间的锡桥可能更加困难。对于bga的阻焊层,许多公司提供一种阻焊层,它不接触焊盘,但是覆盖焊盘之间的任何特征,以防止锡桥。多数表面贴装的PCB以阻焊层覆盖,但是阻焊层的涂敷,如果厚度大于0.04mm(″),可能影响锡膏的应用。表面贴装PCB,特别是那些使用密间距元件的,都要求一种低轮廓感光阻焊层。
阻焊材料必须通过液体湿工艺或者干薄膜叠层来使用。干薄膜阻焊材料是以0.07-0.1mm(0.03-0.04″)厚度供应的,可适合于一些表面贴装产品,但是这种材料不推荐用于密间距应用。很少公司提供薄到可以满足密间距标准的干薄膜,但是有几家公司可以提供液体感光阻焊材料。通常,阻焊的开口应该比焊盘大0.15mm(0.006″)。这允许在焊盘所有边上0.07mm(0.003″)的间隙。低轮廓的液体感光阻焊材料是经济的,通常指定用于表面贴装应用,提供精确的特征尺寸和间隙。2100433B
元件的一个开窗到另一个开窗之间的绿油就是阻焊桥,一般指比较密集的IC管脚对应焊盘间的阻焊条。
最小阻焊桥就是焊盘与焊盘之间阻焊的最小宽度。