用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
中心钻是用于轴类等零件端面上的中心孔加工。
该产品切削轻快、排屑好。中心钻有二种型式:A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=2~10mm的中心孔时,通常采用不带护锥的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。
-

选择特殊符号
选择搜索类型
请输入搜索
1.用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。
2.被加工工件的硬度在170-200HB之间最宜。
3.刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响切削性能。
4.被加工工件表面应平直,不得有砂眼或硬质点,以免刀具受损伤。
5.钻孔前的中心钻应达到所需的位置精度。
6.切削用量(见图)
7.切削液:根据加工对象选择不同的切削液,冷却应充分。
8.注意事项:在加工时出现有异常情况应立即停止,查清原因后方可加工;注意刃口的磨损情况及时修复;刀具使用后要清洗上油,妥善保管哦。
中心孔是轴类工件在顶尖上安装的定位基面。中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶尖锥面配合贴切,并可存储少量润滑油(黄油)。
中心孔常见的有A型和B型。A型中心孔只有60°锥孔。B型中心孔外端的120°锥面又称保护锥面,用以保护60°锥孔的外缘不被碰坏。A型和B型中心孔,分别用相应的中心钻在车床或专用机床上加工。加工中心孔之前应先将轴的端面车平,防止中心钻折断,标准中心钻的峰角一般为118度.
中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
中心钻是用于轴类等零件端面上的中心孔加工。
中心钻常用的有两种型式:A型:不带护锥的中心钻;B型:带护锥的中心钻。加工直径d=2~10mm的中心孔时,通常采用不带护锥的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。
电钻使用说明书:主要安全须知 一般安全规则 阅读说明,没有按照以下列举的说明而是用或操作导致触电、着火和/或严重伤害。在所有以下列举的警告中术语“电动工具”指市电驱动(有线)或电池驱动(无线)电动工具...
如果你下载的是学习版的,可不用加密锁也可以用,但所画构件等都受到限制。如果下载的是正式版,没有加密锁则不能用。
你可以去“学习课堂”里面,或者是共享资料里面下载初学者的学习视频文件和专业知识文件,教授初学者软件的学习步骤,很详细的,都是常用的命令的详细用法。
用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
中心钻是用于轴类等零件端面上的中心孔加工。
该产品切削轻快、排屑好。中心钻有二种型式:A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=2~10mm的中心孔时,通常采用不带护锥的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。
中心孔是轴类工件在顶尖上安装的定位基面。中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶尖锥面配合贴切,并可存储少量润滑油(黄油)。
中心孔常见的有A型和B型。A型中心孔只有60°锥孔。B型中心孔外端的120°锥面又称保护锥面,用以保护60°锥孔的外缘不被碰坏。A型和B型中心孔,分别用相应的中心钻在车床或专用机床上加工。加工中心孔之前应先将轴的端面车平,防止中心钻折断,标准中心钻的峰角一般为118度.
GB/T 6078-2016于2016年9月1日实行,替代:GB/T 6078.1-1998、GB/T 6078.2-1998、GB/T 6078.3-1998、GB/T 6078.4-1998。
1.用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。
2.被加工工件的硬度在170-200HB之间最宜。
3.刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响切削性能。
4.被加工工件表面应平直,不得有砂眼或硬质点,以免刀具受损伤。
5.钻孔前的中心钻应达到所需的位置精度。
6.切削用量
7.切削液:根据加工对象选择不同的切削液,冷却应充分。
8.注意事项:在加工时出现有异常情况应立即停止,查清原因后方可加工;注意刃口的磨损情况及时修复;刀具使用后要清洗上油,妥善保管哦。
(1)根据图纸的要求选择不同种类和不同规格的中心钻,中心孔的深度一般A型中心孔可钻出60°锥度的1/3~2/3,B型中心孔必须要将120°的保护锥钻出。
(2)钻中心孔,由于在工件轴心线上钻削,钻削线速度低,必须选用较高的转速:500~1000r/min左右,进给量要小。
(3)工件端面必须车平.不允许出现小凸头;尾座校正,以保证中心钻和轴线同轴。
(4)中心钻起钻时,进给速度要慢,钻人工件时要用毛刷加注切削液并及时退屑冷却.使钻削顺况钻毕时应停留中心钻在中心孔中2~3秒,然后退出,使中心孔光、圆、准确。

 手电钻的使用说明
手电钻的使用说明
手电钻的使用说明
手电钻 1 手电钻主要为木工开孔用 ,在金属 (非铁类 )上打孔也是非常理想的 ,比如说铝合金安装等应该 主要用于旋螺丝!和木工开孔!手电钻的使用时注意以下几点; 1、金属外壳要有接地或接零保护:塑料外壳应防止碰、磕、砸,不要与汽油及其他溶剂接 触; 2、钻孔时不宜用力过大过猛,以防止工具过载;转速明显降低时,应立即把稳,减少施加 的压力;突然停止转动时,必须立即切断电源。 3、安装钻头时,不许用锤子或其他金属制品物件敲击,手拿电动工具时,必须握持工具的 手柄,不要一边拉软导线,一边搬动工具,要防止软导线擦破、割破和被轧坏等。 4、较小的工件在被钻孔前必须先固定牢固,这样才能保证钻时使工件不随钻头旋转,保证 作业者的安全。 5、外壳的通风口 (孔 )必须保持畅通;必须注意防止切屑等杂物进人机壳内。 手电钻 2 警告:在对工具进行调节,安装备件或附件之前,应先将工具的电源切断。 1.使用规
 时控开关的使用说明
时控开关的使用说明
时控开关的使用说明
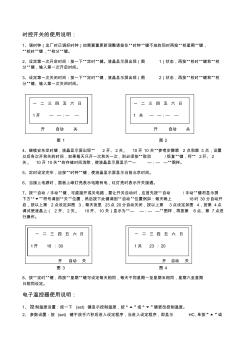
时控开关的使用说明: 1、调时钟(出厂时已调好时钟)如需要重更新调整请按住“时钟”键不放的同时再按“校星期”键, “校时”键,“校分”键。 2、设定第一次开启时间:按一下“定时“健。液晶显示屏出现(图 1)状态,再按“校时”键和“校 分”键,输入第一次开启时间。 3、设定第一次关闭时间:按一下“定时“键,液晶显示屏出现(图 2)状态,再按“校时”键和“校 分”键、输入第一次关闭时间。 图 1 图 2 4、继续安东定时键,液晶显示屏出现“ 2 开、 2关,, 10开 10 关”参考步骤第 2 点和第 3 点,设置 以后各次开和关的时间,如果每天只开一次和关一次,则必须按“取消 /恢复”键,将“ 2开、 2 关,, 10开 10关”的存储时间消除,使液晶显示屏显示“— —:— —”图样。 5、定时设定完毕,应按“
合金中心钻是用于轴类等零件端面上的中心孔加工。由于起材料为硬质合金,所以具有更好的耐磨性!但是也有了更高的价格,价格为普通中心钻的2-10倍
该产品切削轻快、排屑好。中心钻有二种型式:A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=1~10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心锥(B型)
A型中心钻:不带护锥的中心钻,加工直径d=1~10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件。
用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。 B型中心钻:带护锥的中心钻,加工直径d=1~10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心锥(B型)
