
一条生产线年产10万立方
工艺过程概述
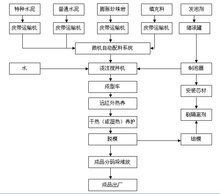
特种水泥、普通水泥、轻集料、粉煤灰和拌合水由贮仓进入计量称秤量后进入浇注搅拌机;膨胀珍珠岩、抗裂纤维经计量后进入搅拌机。开启搅拌机和制泡系统在搅拌过程制泡。全过程在微机控制下进行直到料浆达到设计技术要求后,卸浆入浇注车,均匀注入成模组车中成型。成型车预先完成清模、组模、喷涂隔离剂、安装芯材等工作。浇注好的模具编组后入窑养护至脱模强度进行出窑脱模,成品输入分垛码垛线堆码,用包夹头叉车运送至堆场洒水养护。成型车二次组模待用。
 主要工艺参数
主要工艺参数
1)设计料浆容重:1000~1300kg/m
2)浇注成型周期:6min
其中:投放物料:2min;
混合搅拌:1min;
制泡搅拌:1min;
浇注入模:2min。
3)浇注温度:20~30℃
4)辐射养护时间:0.5h
4)窑养时间:2~3h
5)窑养温度:50~60℃
6)制泡压力:≥0.5Mpa




