
钢筋电弧焊
英文名称:arc welding of reinforcing steel bar
解释:以焊条作为一级,钢筋为另一极,利用焊接电流通过上传产生的电弧热进行焊接的一种熔焊方法。
出处:钢筋焊接及验收规范
采用电弧焊接头时除应满足强度要求外,尚应符合下列规定:
1、在加工场进行电弧焊接时,均应采用双面焊缝,仅在脚手架上施焊时,方可采用单面焊接。
2、不同牌号、直径钢筋帮条的长度、搭接的长度应符合下表的规定。
搭接焊或帮条焊接头构造
注:在无条件进行序号1、3的双面焊缝电弧焊时,可采用序号2、4的单面焊缝电弧焊。
3、焊缝长度不应小于帮条或搭接长度。
4、钢筋搭接、帮条焊接的焊缝计算厚度hh应不小于0.3d,焊缝宽度b应不小于0.8d (如下图)。
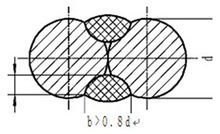 钢筋搭接、帮条焊接的焊缝
钢筋搭接、帮条焊接的焊缝
5、搭接接头钢筋的端部应预先折向一侧,搭接钢筋的轴线应位于同一直线上。
6、帮条和被焊钢筋的轴线应在同一平面上。
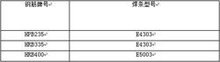
7、焊条的质量应符合国家现行标准的有关规定。其型号应根据设计要求确定,当设计无要求时,可按下表选用。
钢筋电弧焊焊条型号
 8、焊接地线应与钢筋接触良好,不得因接触不良而烧伤主筋。
8、焊接地线应与钢筋接触良好,不得因接触不良而烧伤主筋。
9、帮条与被焊钢筋间应采用4点固定;搭接焊时,应采用2点固定。定位焊缝应离帮条端部或搭接端部20mm以上。
10、焊接时应在帮条或搭接钢筋的一端引弧,并应在帮条或搭接钢筋端头上收弧,弧坑应填满。第一层焊缝应有足够的熔深,主焊缝与定位焊缝应熔合良好。
11、采用电弧搭接焊、帮条焊的接头,应逐个进行外观检查,并应符合下列规定:
1)用小锤敲击接头时,钢筋发出与基本钢材同样的清脆声。
2)电弧焊接接头的焊缝表面应平顺,无缺口、裂纹和较大的金属焊瘤和其它缺陷。




