
经纱张力
在织造生产中,经纱张力的大小与变化对织造工艺设计和织物形成都有十分重要的影响。经纱张力可看成由上机张力和动态张力叠加而成,并在织机主轴的每一回转中随经纱开口运动而呈周期性的变化。显然,经纱张力的这种周期性变化与织机的开口运动规律密切相关。对不同引纬式的织机而言,其开口过程中经纱的运动、形成的梭口形状与尺寸有所不同,因而对经纱的动态张力影响也不同。下面对生产中常用的几种无梭织机和有梭织机织造同类产品时,梭口形状尺寸对经纱张力的影响和开口工艺参数的正确调整作一分析探讨。
1. 梭口形状尺寸对经纱动态张力的影响

图1是5种织机经纱在综平和梭口满开时的梭口形状,由此可得出经纱在开口过程中的长度变化:
综平时的经纱长度=AC+CD
满开时的上层经纱长度=AC’+C’D
满开时的下层经纱长度=AC”+C”D
为了计算这些长度,在织机上实测得到图1所示各梭口形状的有关尺寸,利用几何方法计算所得数据和结果列于表1。
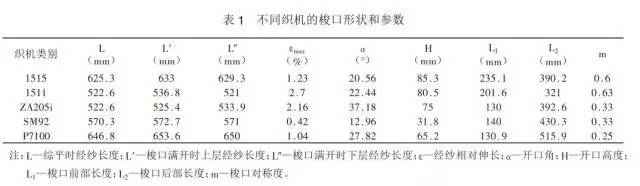
用表1中的数据便可直接比较各种织机开口过程中经纱的伸长情况。由于开口过程中经纱所受的拉伸作用时间极为短促,其伸长可视为弹性变形,即经纱张力与拉伸变形的大小成正比,因此,分析开口对经纱拉伸变形的影响因素即可得出经纱张力的变化情况。
2. 梭口高度对经纱张力的影响
研究表明,开口运动产生的经纱张力与梭口高度的平方成正比。从表1中的数据可看出,无梭织机高度较有梭织机均有不同程度的减小,这降低了开口过程的经纱张力,为织机高速运行提供了有利条件。但在几种无梭织机中,喷气织机梭口高度最大,在梭口满开时其经纱相对伸长甚至大于1515有梭织机。这是因为,一方面对于喷气这种消极引纬方式,为保证纬纱在气流的牵引下顺利通过梭口,需要较大的开口角和梭口高度才能使纬纱在飞行时不至于碰到上下层经纱;另一方面,为适应高速需消除综框运动时因停顿所引起的冲击,配备了凸轮开口机构的喷气织机往往采用经纱在满开时无停顿时间,或仅是下层经纱有停顿时间的综框运动规律。所以,为保证顺利引纬,足够大的梭口高度是必须的。
3. 梭口对称度的影响
梭口对称度指梭口前部长度L1与梭口后部长度L2的比值,它与经纱拉伸变形的关系如图2所示。图2表明,当m=1时,经纱在开口过程中受到的拉伸变形最小,因而经纱张力的波动也最小。但在同样梭口高度下,m=1时的梭口前部有效高度大大减小,不利于引纬,因而有梭织机采用了0.5<m<1的不对称梭口,这对降低经纱拉伸变形较有利。从表1数据可看出,喷气织机和其他无梭织机梭口对称度值远小于有梭织机的值,这虽然可获得较大的引纬空间,但对减小经纱张力变化明显不利。

4. 梭口长度的影响
将表1中各织机的梭口长度L进行比较,可看出喷气织机梭口长度和1511有梭织机接近,不仅小于剑杆和片梭织机,而且还小于1515型有梭织机。由于经纱张力与梭口长度成反比,因而喷气织机织造时经纱张力大于剑杆和片梭织机。
从以上对比分析可看到,喷气织机虽在表1所列的几种织机中速度最高,但为获得一个清晰梭口,其梭口高度在几种无梭织机中最大,梭口长度在几种无梭织机中却最小,且梭口对称度也较小。由此可预见,尽管喷气织机的梭口高度较有梭织机减小,经纱动态张力较有梭织机有所改善,但与剑杆、片梭织机相比,其经纱动态张力仍较大。
5. 织造张力的测试结果与对比分析
喷气织机、剑杆织机和有梭织机织造时的经纱张力测试数据如表2所示。

从表2测试数据可看出:
(1) 与有梭织机相比,喷气织机织造时其上机张力要高出25%左右。有梭织机梭口高度高,经纱动态张力波动大,张力峰值也高;喷气织机由于梭口高度的降低,以及后梁的积极摆动,经纱动态张力波动较小,但张力平均值远远高于有梭织机。
(2) 与剑杆织机相比,织造相同产品时喷气织机上机张力和动态张力均大于剑杆织机。这是因为剑杆引纬属积极引纬方式,剑杆头进出梭口时,允许经纱有一定的挤压度;而喷气引纬为消极引纬方式,梭口清晰度要求要高于剑杆织机,同时与剑杆织机相比,其梭口高度也较大。
(3) 喷气织机车速为580r/min,剑杆织机为310r/min,有梭织机为145r/min。可见,喷气织机的经纱动态变化频率要远高于有梭织机和剑杆织机。
6. 开口工艺参数的合理调整
由上分析表明,开口运动对经纱动态张力变化有重要影响,因此合理调整开口运动的工艺参数是提高织机产量和织物质量的重要环节。
通常,喷气织机配备连杆凸轮或多臂开口结构,其中凸轮开口机构在棉纺织厂被广泛应用,其可调节参数主要有开口时间、开口高度和综框高度等。
7. 开口时间
开口时间可以按以下原则确定:
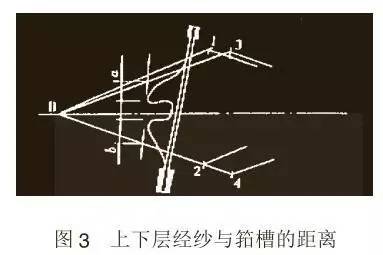
(1) 为保证引纬顺利进行,在引纬开始时上下层经纱应离开异型筘槽一定距离a、b,如图3所示。
(2) 开口时间的确定应结合织物外观来考虑,开口时间提前织物丰满,推迟开口时间织物纹路清晰。原纱强力及强力CV值较好时,开口时间可适当提前;经纱断头率较高时,开口时间可适当推迟,但开口时间过晚,边经断头会增加。
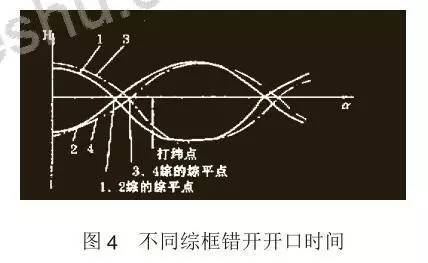
(3) 对织造细特高密织物,采用各综框错开开口时间的调整方法较为有利,可降低后综开口高度,减少经纱间的摩擦粘连,防止阻挡性疵点的产生。如图4所示,1、2综与3、4综采用错开开口时间。
8. 开口高度的调节
开口高度的调节是通过调节综框运动动程来实现的,主要根据下层经纱相对位距B和开口角ω的大小来调节,如图5所示。
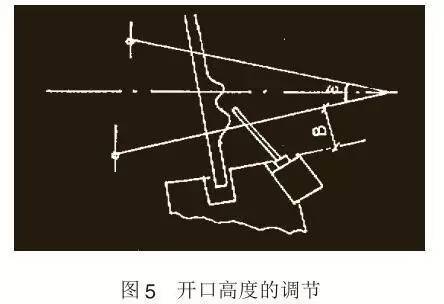
下层经纱高度B是梭口满开时,下层经纱与筘座上表面之间的距离,它与开口角的关系如表3所示。

一般ω在30°~36°,可视实际织造效率进行适当调节。当上下层经纱张力差异过大引起断头较多时,可适当减少开口角;当经纱毛羽相互缠结,引起开口不清时,应将开口角调大些。
9. 综框高度的调节
由于异型筘槽位置对织物风格有影响,因此综框高度的调节对喷气织机有特殊意义,不适当的调节会引起布面起毛。调节的原则是:应保持异型筘的打纬点在筘槽中心或偏上位置,布面和筘槽上部的间隙视织物组织而定。在0°时间隙为0.5mm,可通过织口板和边撑杆托架进行调节。
10. 后染高低的调节
喷气织机一般采用后梁握纱点高于经直线的不等张力梭口,由于其梭口高度大于剑杆织机,因而其上下层经纱张力差也大于剑杆织机的差值,这有利于打紧纬纱。在确定后梁高低时,应结合织物和原纱条件考虑,即对密度较大的织物如府绸、防雨绒布等,后梁应较高,细布类产品次之,斜纹产品较低;原纱条件和半制品质量较好时,后梁可高一些,但上下层经纱张力差值应保持大小适当,其标准可以开清梭口和不增加经纱断头为准。
11. 结论

喷气织机的梭口形状尺寸虽较有梭织机有所改善,但与片梭织机和剑杆织机相比,其梭口高度较大,梭口长度较小,使得其织造时经纱动态张力较大。这表现在喷气织造时,不仅经纱上机张力和动态张力平均值远高于有梭织机的对应值,也大于剑杆织机的对应值。加上其车速较高,经纱的动态张力变化频率也远较有梭织机和剑杆织机的高,所以,对开口工艺参数的调整,应针对喷气织机织造的特点来进行。提高原纱和半制品质量,坚持执行较高的用纱质量标准,完善喷气织造的织前准备工艺,对提高喷气织造的效率和织出更好的高档次织物有利。
热点推荐:
♡
♡♡♡
来源:纺织干货 纺机网
编辑:纺机网
觉得不错,请点赞↓↓




