
摘要:本文主要介绍了无缝钢管的在线测径及管端测厚技术的研发,并从在线测径及管端测厚的技术方案、软件等进行了简单的介绍。
前言无缝钢管应用广泛,对其厚度及直径测量则是生产中急需解决的难题,尤其是管端的厚度,然而人工检测无缝钢管厚度和外径的缺点是显而易见的,除劳动强度大、模式属于抽检、检测点一般不超过2个、检测准确性保证程度低外,就是人工检测只能等到钢管在冷床上运行一段时间以后才能进行测量,待测量结果反馈操作工处,已经生产出了多条与测量结果相同的钢管,其滞后性相当明显,因此,研发无缝钢管在线测径及管端测厚系统非常重要。

1.1、无缝钢管测径仪
无缝钢管的在线测径系统,我们采用光电法的大直径测径仪来进行检测,它可以测量直径值及椭圆度尺寸,并且可测量多种规格的大直径无缝钢管均可检测。通过调整测量范围即可实现生产不同规格的无缝钢管时的精准测量。
大直径测径仪是安装于生产线上进行在线检测的设备,可对热轧无缝钢管进行0.05mm精度的检测,测量准确性高。
1.2、软件系统

上图为检测的钢管的软件系统图,可显示直径值、椭圆度尺寸,并可显示截面图、波动图等尺寸,并可显示产品型号、标准值等多种信息,还可存储数据。
2、管端壁厚检测2.1、测量原理
管端壁厚检测为激光原理制造而成,激光测头1和激光测头2以固定间距A相对布置,工作时激光测头1发射一束激光照射被测物的下表面,下表面光斑的漫反射光再返回到激光测头1内的C-MOS芯片上,通过对C-MOS芯片上光斑的位置分析和计算,可以得到激光测头1到被测物下表面的实际距离B1;同理可以得到激光测头2到被测物上表面的距离B2。用两个测头之间的间距A减去两个测头到被测物上下表面的距离B1、B2即可得到被测物的厚度H。
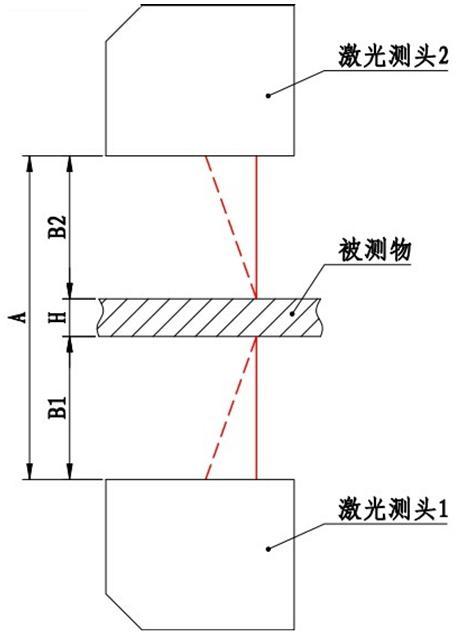 请点击此处输入图片描述
请点击此处输入图片描述
2.2、检测过程
无缝钢管管端壁厚检测装置可完成钢管圆周上壁厚的检测,且检测过程中测头能够沿钢管轴线进给,在更换钢管规格时检测装置要能够进行相关中心高度和测量范围的调整。

无缝钢管管端壁厚检测装置的滑台的总行程为550mm,测头伸入钢管的前50~250mm(可在软件上设定具体尺寸)和退出钢管不进行测量,可以快速进退,速度为80mm/s。测头完成设定的快进距离之后开始测量,进给速度为25mm/s,检测完成后停留1至2秒打标记。所以,一个测量周期最长用时约为24秒,考虑到并不是每根钢管都需要走完全部行程,可以达到30秒/根的检测速度。测头的旋转速度为30r/min,测完360°圆周需要1秒,测量螺旋线的导程为25mm。检测设备通过连续检测壁厚来确定存在缺陷的管端长度,并在缺陷与合格部位分界线上做出标记,为切管工序提供尺寸依据。
2.3、软件系统
无缝钢管管端壁厚检测研发了专业的软件系统,配备工控机系统,可显示测量的各种所需数据。

无缝钢管测厚、测径技术的研发为其测量带来巨大的便利,解决了人工测量的弊端,提升了生产质量与效率,并且便于产品质量跟踪。
看完本篇文章对不锈钢管的测量你有什么想法或者建议,尽管在文章下方留言或私信小编,有的留言小编这里不显示,无法做到及时回复。小编定竭尽所能与大家交流共享信息和经验。需要测量宽度、长度、厚度、外径的自动测量设备,均可在下方留言。
本文由保定市蓝鹏测控科技有限公司编写
小编公众号:lanpeng_cekong




