
在焊接实习教学中,学生在焊条电弧焊实习操作时,经常出现焊瘤、烧穿、未焊透,内凹、夹渣,成形不良等缺陷,分析产生这些缺陷的原因,主要是学生在焊接操作过程中,不善于观察熔池温度的变化,没有有效地控制熔池的温度而产生上述缺陷。
熔池温度,直接影响焊接质量。
熔池温度高、熔池较大、铁水流动性好,易于熔合;但过高时,铁水易下淌,单面焊双面成形的背面易烧穿,形成焊瘤,成形也难控制,且接头塑性下降,弯曲易开裂。
熔池温度低时,熔池较小,铁水较暗,流动性差,易产生未焊透,未熔合,夹渣等缺陷。
熔池温度与焊接电流、焊条直径、焊条角度、电弧燃烧时间等有着密切关系,针对有关因素采取以下措施来控制熔池温度。
1、焊接电流与焊条直径:
根据焊缝空间位置、焊接层次来选用焊接电流和焊条直径。
开焊时,选用的焊接电流和焊条直径较大,立、横仰位较小。
如12mm平板对接平焊
封底层选用 φ3.2mm的焊条, 焊接电流:80-90A,
填充, 盖面层选用φ4.0mm的焊条,焊接电流:165-180A,
合理选择焊接电流与焊条直径,易于控制熔池温度,是焊缝成形的基础。
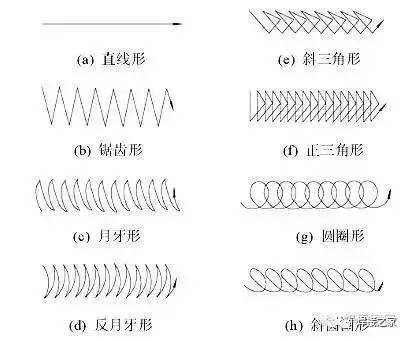
2、运条方法:
圆圈形运条熔池温度高于月牙形运条温度,
月牙形运条温度又高于锯齿形运条的熔池温度,
在12mm平焊封底层,采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效的控制了熔池温度,使熔孔大小基本一致,坡口根部未形成焊瘤和烧穿的机率有所下降,未焊透有所改善,使乎板对接平焊的单面焊接双面成形不再是难点。
3、焊条角度;
焊条与焊接方向的夹角在90度时,电弧集中,熔池温度高,
夹角小,电弧分散,熔池温度较低,
如12mm平焊封底层,焊条角度:50-70度,使熔池温度有所下降,避免了背面产生焊瘤或起高。
又如,在12mm板立焊封底层换焊条后,接头时采用90-95度的焊条角度,使熔池温度迅速提高,熔孔能够顺利打开,背面成形较平整,有效地控制了接头点内凹的现象。
4、电弧燃烧时间;
φ57×3.5管子的水平固定和垂直固定焊,采用断弧法施焊,封底层焊接时,断弧的频率和电弧燃烧时间直接影响着熔池温度。
由于管壁较薄,电弧热量的承受能力有限,如果放慢断弧频率来降低熔池温度,易产生缩孔,所以,只能用电弧燃烧时间来控制熔池温度,如果熔池温度过高,熔孔较大时,可减少电弧燃烧时间,使熔池温度降低,这时,熔孔变小,管子内部成形高度适中,避免管子内部焊缝超高或产生焊瘤。
在焊接实践中,学会观察熔池温度的变化,掌握有效控制焊池温度的方法,是学好焊接技术的基础,打好这个坚实的基础,才能有所突破,才能成为一名优秀的焊接技术工人。




