

作者简介: 汶延军,助理工程师,于2010年3月入职陕西通力专用汽车有限责任公司,一直从事自卸车(牵引车)底盘零部件的工艺与管理工作。
就目前汽车市场竞争形式日趋严峻的现状,用户对汽车质量要求不断提高。分析影响重卡车架纵梁孔位精度的各种因素,旨在减少车架纵梁孔位偏差,提高车架总成整体质量水平。这对于提高车架纵梁的质量有着非常重要的现实意义。
近年来,随着我国经济的飞速发展,轻、重型汽车需求量也随之迅速攀升。国内众多汽车制造商都积极采用新设备,不断革新现有加工方法,提升产品质量。提高车架纵梁孔位精度是保证车架总成合格的前提,是制造一个完美汽车的重要因素。为顺应汽车产业快速发展的趋势,车架纵梁质量的必要控制不容忽视。
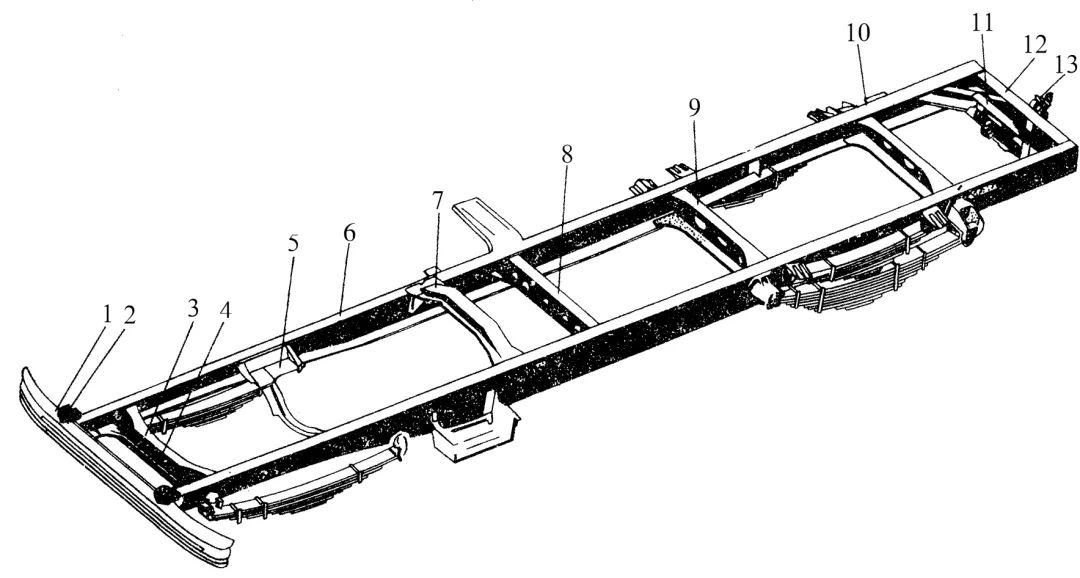
图1 边梁式车架
1-保险杠 2-挂钩 3-前横梁 4-发动机前悬置横梁 5-发动机后悬置左右支架和横梁6-纵梁 7-驾驶室后悬置横梁 8-第四横梁 9-后钢板弹簧前支架横梁10-后钢板弹簧后支架横梁 11-角撑横梁组件 12-后横梁 13-脱钩组件
市场现状分析
公司车架在结构上属于边梁式车架(图1),车架总成基本构造是由两根纵梁和数件横梁及相关零件(加强板和支撑板)组成。如果纵梁孔位加工精度无法保证所需尺寸公差则会直接影响其车架质量。影响的方面有:车架宽度难以保证;车架长度无法统一;车架尾端纵梁不平齐;零部件装配位置偏移;甚至可能导致部分零部件无法装配以及给使用性能带来诸多不良的影响。所以控制纵梁孔位精度至关重要。

图2 STPK120-12开式纵梁平板数控冲
加工工艺流程
由于设备的更新使用,公司的纵梁总成加工工序存在以下两种工艺流程:
流程1:开平纵剪→平板制孔(数控冲+摇臂钻)→切割外形(数控等离子切割机)→压制成形(汽车纵梁液压机)→合梁→透孔。
流程2:开平纵剪→纵梁冷弯成形→U形梁冲孔(纵梁三面冲)→切割外形(数控等离子切割机)→合梁→透孔(摇臂钻)。
影响因素分析与质量控制
纵梁冲孔(数控冲STPK120-12)对车架纵梁孔位精度的影响
STPK120-12开式纵梁平板数控冲(图2),工作时由自动上料电磁吸盘将板料从移动料台上移到上料辊上。首先选定的作为定位基准的任意两把夹钳伸出,再由推料装置的气缸运动,推动板料向钳口运动并定位,其余夹钳再伸出全部夹持板料,完成板料的定位动作。此时X方向送进机构再带动板料移动。前期对板料进行板端感应定位,而后按照自动编程生成程序,通过X轴和Y轴的协调运动达到待冲孔位的精确定位,从而实现对板料的冲压加工。
此道工序对纵梁孔位精度影响主要取决于设备的正确操作、设备异常现象的及时发现与排除、原材料是否存在缺陷等因素。在原材料方面,公司部分纵梁平板料纵剪后不同程度上存在镰刀弯,目前镰刀弯的处理方式多为人工锤击校平。虽然这样可以在一定范围内减小板料镰刀弯现象,但是纵梁板料相应会出现一边凹陷的现象,以至于纵梁板料一侧应力过于集中,造成后道纵梁压形工序时纵梁弯曲严重,给纵梁的腹面直线度带来极大影响,从而影响后续车架的铆接。因此对于纵梁平板原材料的选用必须逐一测量其镰刀弯,确保符合工艺要求。设备方面:由于设备长时间运行后,设备的振动可能造成支架,底座的地脚螺钉松动,使X轴送进的导轨水平度和直线度产生大的变化,造成冲压后的板料精度不准。因此设备的日常保养不可小觑,更应该成为一种习惯。夹钳调整方面:无孔板料的加工主要是以夹钳上的感应块来定位,这就要求送进部分的各个夹钳的感应块要调整在同一平面上且处于同一直线上,否则板料就会与所冲孔位不在同一直线上。因此开机工作前必须进行试冲孔,人工编制两个样冲程序试冲后对其精度进行测量。再对其夹钳调整,从而达到保证孔位精准的目的。
纵梁冲孔(SPU16-36-3型汽车U形纵梁三面数控冲)对车架纵梁孔位精度的影响
三面数控冲读取程序后,吸提开口向下整齐码垛纵梁,并把纵梁推至基准滚轮定位;慢速送进,此刻光电开关检测到纵梁端面,纵梁被导压料装置夹紧,数控系统开始确认送进装置的坐标位置;执行加工程序。此工序的孔位精度控制主要取决于:(1)光电开关检测点准确与否。它直接关系到纵梁前轴尺寸的精度,因此加工者必须时常测量纵梁前段孔距U形梁前段的尺寸来检测光电开关检测点的准确与否。(2)U形梁翼面90度公差必须保证在1度范围之内,否则翼面定位滚轮(图3)就会定位不准确。对于原料的选取必须足够重视。(3)翼面基准的选取。公司的三面数控冲为右侧上料,因此机器的默认翼面定位基准为操作台另一侧。纵梁上的孔位多以下翼面为基准,因此左右纵梁冲孔时应选取不同的定位基准,以控制孔位精度。
叠板钻孔对车架纵梁孔位精度的影响
公司目前采用的叠板钻孔方式为模板透钻平板的方式。即1张冲孔平板底下放置6张平板以模板前端定位,将板料码放整齐(图4),用卡兰夹紧板料(图5),均布在板料长度方向上(要求:样板与板料四边对齐误差不大于2mm,严禁卡兰卡死后进行校板,此行为会使板料成“S”扭曲状态;每张模板可使用2次,严格禁止重复多次使用同一模板)。加工者根据图纸先钻φ30mm定位销孔后,然后再插上定位销,再透钻其他孔位。此道工序的影响因素:(1)必须严格控制板料外形尺寸。镰刀弯误差不大于3mm,禁止将镰刀弯超差的平板料人工强制锤击夹紧后使用,否则后道纵梁压形工序时平板料定位孔与模具定位孔不共线而无法压形。(2)对于加工者自身的加工水准及钻头刃磨的要求较高。尤其当透钻至底层板料时,经常会因为钻头刃磨不够锋利,机床向下的持续进给导致底层板料弯曲,进而出现底层板料孔位偏差较大。

图3 主机导压料装置

图4 人工码料

图5 码料后夹紧
液压机压形对车架纵梁孔位精度的影响
公司目前采用的是以板料中央φ30mm定位孔定位的方式进行压制成形。定位孔的布置依据板料现有孔位采取合理避让的方式排布,定位孔间距多以1200mm、1800mm、2400mm居多,此工序主要影响的是孔距折弯线距离。此道工序其纵梁孔位精度控制应从以下几方面着手:(1)纵梁压形模具装配时须严格测量其两侧垫板厚度尺寸(图6),部分垫板长时间使用后厚度尺寸可能已经与原厚度有差异,所以必须测量垫板整体厚度,且勿偏心装配。(2)φ30mm定位销需定期更换,避免使用磨损严重的定位销而导致压形后纵梁孔位整体偏移超差。
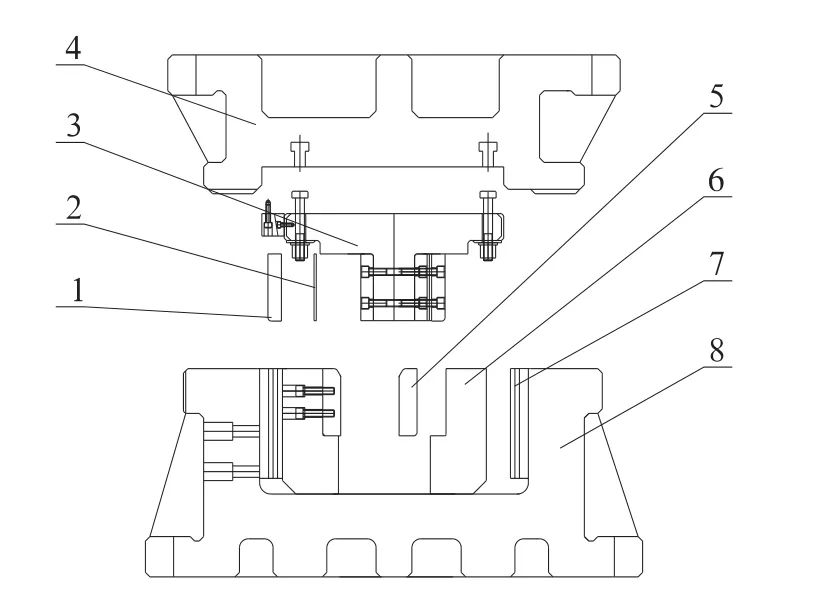
图6 纵梁压形模具结构简图
1-凸模镶块 2-凸模垫板 3-凸模体 4-上模座5-凹模镶块 6-凹模体 7-凹模垫板 8-下模座
纵梁透孔对车架纵梁孔位精度的影响
公司目前纵梁透孔使用的设备是:摇臂钻Z3050,依据外梁孔位透钻内梁的方式进行加工。先加工纵梁腹面孔位再加工翼面孔位。影响透孔的主要因素。
(1)进给时参数的选取。钻削时,钻头是在半封闭状态下进行切削的,转速高,切削用量大,排屑又很困难。钻削具有如下的特点:
1)摩擦较严重,需要较大的钻削力。
2)产生的热量多,传热、散热困难,切削温度较高。
3)钻头高速旋转以及由此而产生的较高切削温度,易造成钻头严重磨损。
4)钻削时的挤压和摩擦容易产生孔壁冷作硬化现象,给下道工序加工增加困难。
5)钻头细而长,刚性差,钻削时容易产生振动及引偏。
(2)钻头刃磨方面的影响。
1)钻头切削刃不锋利或后角太小会导致孔壁表面粗糙。
2)钻头弯曲或钻头切削刃口崩缺.有积屑瘤就会导致不规则孔或孔径钻大。
3)钻头的两切削刃不对称,摆差大;钻头横刃太长;钻头钻尖磨损导致孔距超差,孔歪斜。刃磨水平高低也直接影响孔位成形以及孔位精度。
4)钻头切削刃磨损导致孔径钻小、孔不圆。
5)钻头崩刃或切削刃已钝,仍继续使用导致钻头折断或寿命低。
因此钻孔参数的合理选择与麻花钻的刃磨水平直接影响纵梁孔位精度。
结束语
随着市场竞争的激烈变化,汽车零部件的加工质量越来受到使用者重视,同时对传统制造工艺提出了更高的要求。精准的加工水平来自于严格的作业准则和完善的加工工艺,问题的产生只要从人、机、料、法、环、测六个方面去查找总会得到解决。车架纵梁孔位精度控制只要严格管控每一道工序,所有的问题终会迎刃而解。
——节选自《钣金与制作》 2018年第3期




