
预防措施
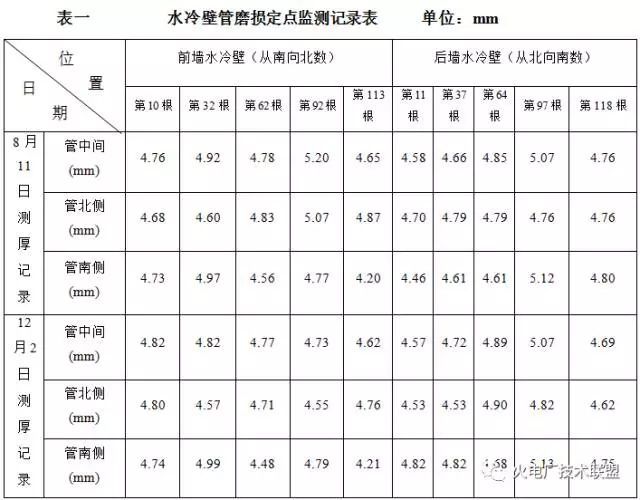
每次停炉后在炉膛内搭设满堂红脚手架,对炉膛内受热面进行全面检查。同时开展了炉膛水冷壁磨损定点监测工作。通过对受热面管子的检查发现:
1.经过几年的运行,炉膛内受热面管整体磨损并不严重,水冷壁管壁厚普遍在4.5mm以上,屏过管壁厚普遍在5.8mm以上。同时,对炉膛水冷壁定点监测发现,经过一个运行周期(三个月)的运行,锅炉水冷壁管磨损减薄0.03~0.04mm左右(具体见表一)。这主要与我厂燃烧用煤有关,我厂循环流化床锅炉原设计煤种为宝日希勒褐煤,现燃烧用煤以伊敏褐煤为主,辅以宝日希勒褐煤。两种煤燃烧后产生的灰分组成不同(具体见表二),伊敏煤灰分中二氧化硅及三氧化二铝的含量(分别为43.15%与13.28%)远低于宝日希勒煤灰分中该成分的含量(分别为61.5%与19.64%)。而二氧化硅及三氧化二铝是较耐高温、较硬的成分,含量越高对受热面磨损越严重。

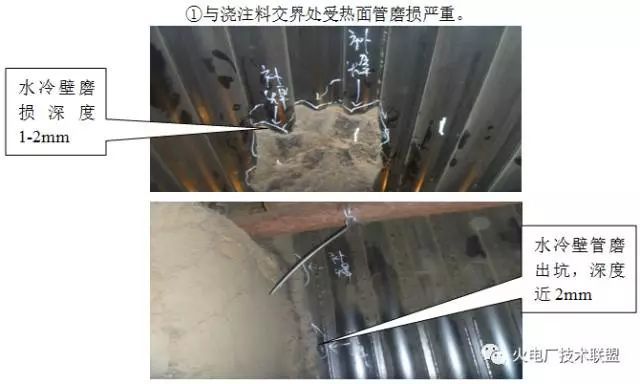
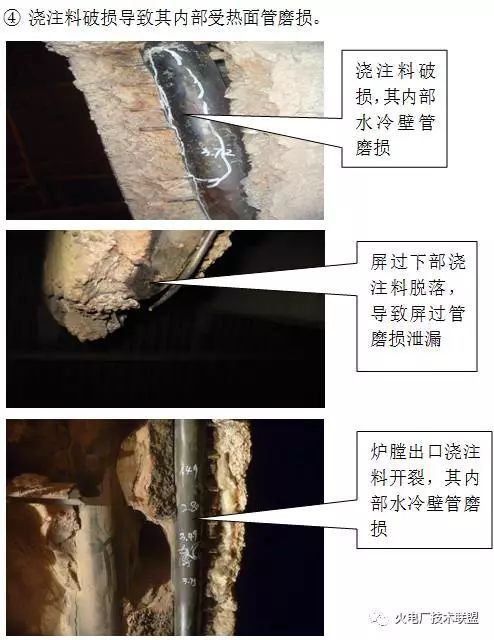
2、在一些特定部位磨损较为严重。





处理措施
1、对于水冷壁管子表面点状或沟状磨损可进行补焊处理,其他情况需换管处理,更换管子的焊口或补焊处的焊缝余高应打磨平整,不能出现凸起;
2、对于浇注料交界处的受热面管子补焊完后,应用较细的浇注料将补焊处覆盖,以避免该处再次发生磨损;
3、对于易发生磨损且面积较大的受热面可采取热喷涂、加装防磨瓦等措施进行防磨处理;
4、对于受热面管子交界处的浇注料破损处必须进行修复,修复时应采用颗粒较细的浇注料,同时应尽可能保证浇注料边界与旁边受热面管子的距离一致,不能出现距离忽大忽小的情况,否则会导致旁边的受热面管子出现严重磨损;
5、对于鳍片上的孔洞或异物必须进行封堵或拆除;
炉膛受热面磨损泄漏问题是循环流化床锅炉的一个顽疾,现通过我厂各部门的共同努力,已经在一定程度上控制住此类问题的频繁发生,自2011年6月至今我厂循环流化床锅炉未再发生炉膛受热面磨损泄漏事故,这既提高了我们治理设备的信心,也积累了一条宝贵的经验,即绝大部分的事故都是可以通过提前的检查检验而避免的,我们在以后的工作中更要加强这方面的工作。
,




