
注:以下信息均来自中铸大学,如有疑问可前往中铸大学讨论
产品问题
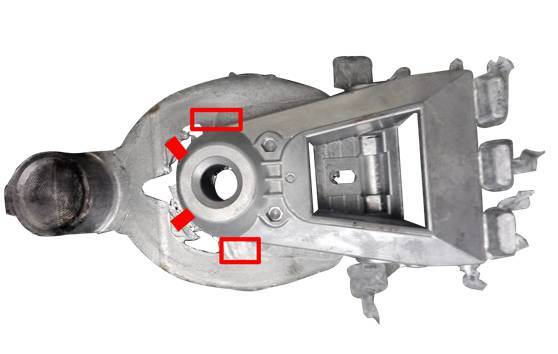
产品加工后有孔洞缺陷(见缺陷位置)。
产品图片

图1 正面俯视图
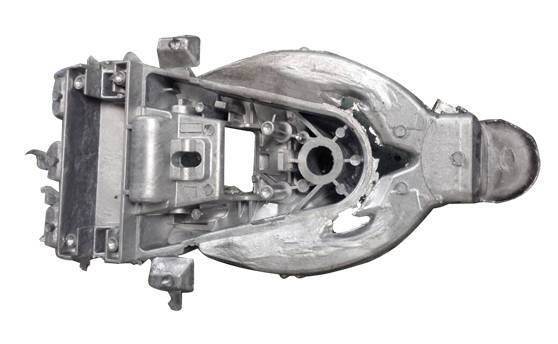
图2 反面俯视图

图3 侧视图
![]()
图4 缺陷位置
产品分析
目前的浇口设计不利于缺陷附近的排渣排气。
改进措施
以下几点供参考:
1、在缺陷的型芯孔内增加排渣和顶杆排气设计(碰穿位置在孔洞集中部位)。
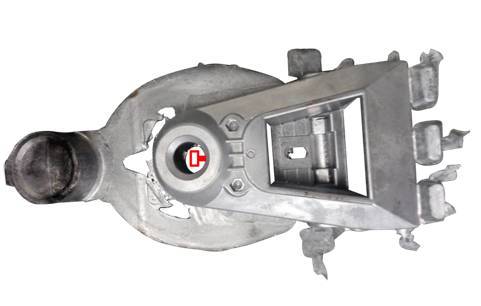
图5 渣包开设示意
2、缺陷附近肉厚相对较厚,型芯内增加冷却水布置。

图6 冷却水布置示意
3、肉厚部位增加顶杆布置,增加排气
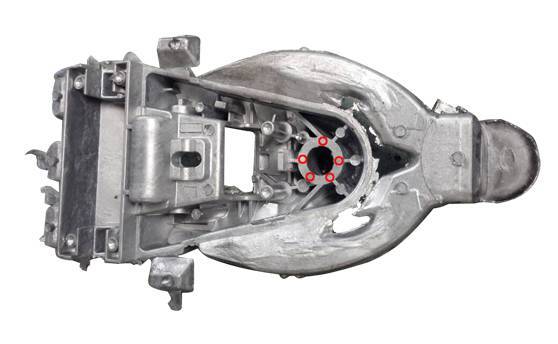
图7 顶杆布置示意
4、浇口设计调整,中间进料开通(注意芯子可能粘模),辅助浇口上移(靠近型芯孔堵掉),也可以考虑开设单侧的浇口。
小贴士
关于孔的判断:
出现孔不能盲目判断为气孔,需要结合实际情况。
本案例进料,缺陷位置为填充交汇区(填充末端),产生气孔可能性较大;但缺陷位置肉厚也明显大于周边肉厚,导致芯子过热从而产生缩孔或者缩松的可能性也较大。




