
旋风铣削策略在实际应用中少之又少。从而降低了生产效率,将设备的高性能不能得以释放。各个软体对高效率,这个加工策略方式应用不一致,在加工过程中释放机床的性能大相径庭。
工程师通过验证这一策略,得到的数据与平时的数据差异性很大。可见作为编程人员所具备应用软体的能力应当得以提升。
现场测试:设备HEM700U、T6的铝合金材料、10mm立铣刀、铣削40mm*40mm*30mm的型腔。

F=2000 S=15000,经过高性能模式的优化 ,将深30mm的型腔分两次铣削。
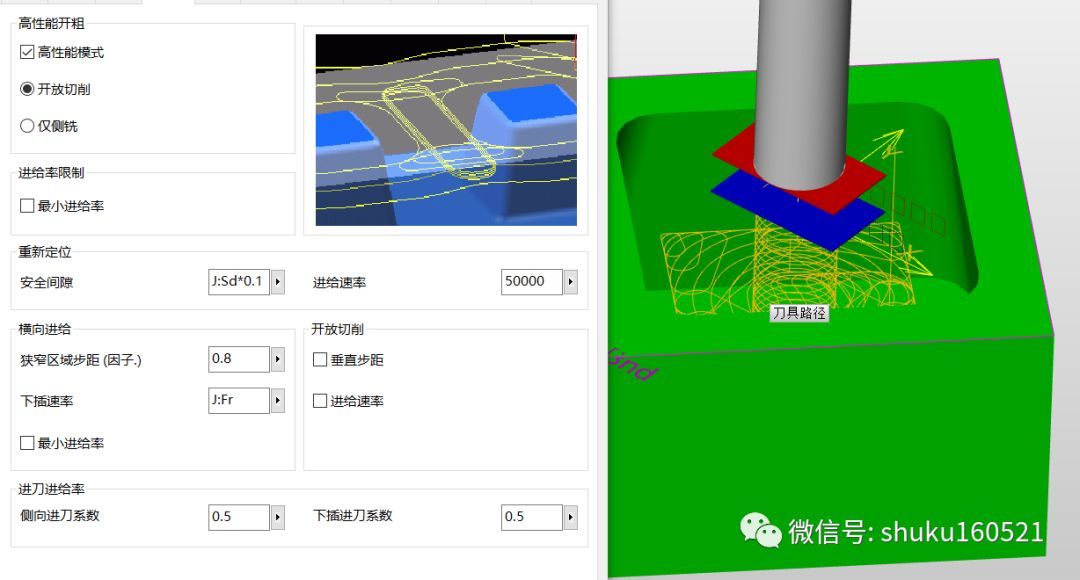
计算刀路

传输加工,通过运行NC文件,加工40mm*40mm*30mm的型腔只用了3.3min的时间,按常规编程(每位编程人员的参数不一致)时间来推算效率提升了70%-80%。





