
电子表格具有数据分析和数据处理能力, 被广泛应用在财务、统计等工作领域。铸造生产熔炼中的配料计算多是一项繁琐的计算过程, 它涉及到金属炉料的化学成分、各元素的吸收率等数据和各种计算公式。
因此, 如何便捷有效地利用电子表格进行配料计算,是铸造技术人员一直关心的问题。作者对电子表格在铸造熔炼配料计算中的应用进行了介绍, 供同行参考。
1、电子表格的建立
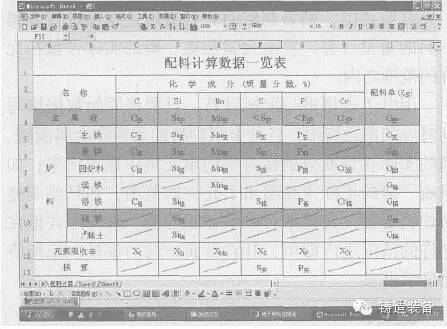
以含Cr的耐磨铸铁件生产中的熔炼为例, 来说明电子表格的建立。建立如图1所示的表格。将金属液所要求的化学成分、金属炉料的化学成分以及各元素的吸收率填写到相应的单元格中( 图2) 。
确定每批金属炉料的总重量及回炉料的重量, 并分别填写到I4和I7单元格中( 图2) 。如果金属液的化学成分中含有铬元素, 则应先计算铬铁的重量。将含铬量公式G铬=( G炉×Cr炉/XCr- G回×Cr回) /Cr铬中的数值转换成电子表格中对应的单元格, 即I9= ( I4×H4/H12- I7×H7) /H9⋯⋯①。将①式输入到I9单元格的编辑栏中, 此时数值G铬就在I9单元格中显示出来( 图3) 。计算生铁和废钢的重量。将公式G生= { G炉×C炉/XC- G炉×C钢- [G铬×( C铬- C钢) ]-[G回×( C回- C钢) ]} / (C生- C钢) ⋯⋯②; G钢=G炉- G生- G回-G铬⋯⋯③中的数值分别转换成电子表格中对应的单元格,即I5= ( I4×C4/C12- I4×C6- I9×( C9- C6) - I7×( C7-C6)) / ( C5- C6) ⋯⋯④; I6=I4-I5- I7- I9⋯⋯⑤。将式④、式⑤分别输入到I5、I6单元格的编辑栏中, 此时数值G生、G钢就在I5、I6单元格中显示出来( 图3) 。
计算锰铁的重量。将含锰量公式G锰= ( G炉×Mn炉/XMn- G生×Mn生- G钢×Mn钢- G回×Mn回) /Mn锰中的数值转换成电子表格中对应的单元格, 即I8=( I4×E4/E12- I5×E5- I6×E6- I7×E7) /E8⋯⋯⑥。将式⑥输入到I8单元格的编辑栏中, 此时数值G锰就在I8单元格中显示出来( 图3) 。如果G锰为负值, 说明金属炉料带来的锰量超过了金属液要求的含锰量。此时应调整回炉料的重量,使生铁和废钢的重量得以调整, 从而使含锰量满足所需要求。


注: C炉———金属液的含碳量, C生———生铁的含碳量, C钢———废钢的含碳量; C回———回炉料的含碳量, C铬———铬铁的含碳量, Si炉———金属液的含硅量, Si生———生铁的含硅量, Si钢———废钢的含硅量, Si回———回炉料的含硅量, Si铬———铬铁的含硅量, Si硅———硅铁的含硅量, Si稀———1#稀土的含硅量, Mn炉———金属液的含锰量, Mn生———生铁的含锰量,Mn钢———废钢的含锰量, Mn回———回炉料的含锰量, Mn锰———锰铁的含锰量, S炉———金属液要求的含硫量, S生———生铁的含硫量, S钢———废钢的含硫量, S回———回炉料的含硫量, S铬———铬铁的含硫量, P炉———金属液要求的含磷量, P生———生铁的含磷量, P钢———废钢的含磷量, P回———回炉料的含磷量, P铬———铬铁的含磷量, Cr炉———金属液的含铬量,Cr回———回炉料的含铬量, Cr铬———铬铁的含铬量, G炉———金属液的重量, G回———回炉料的重量, XC———碳元素的吸收率, XSi———硅元素的吸收率, XMn———锰元素的吸收率, XS———硫元素的吸收率, XP———磷元素的吸收率, XCr———铬元素的吸收率。
图2 填写原始数据
注: G生———生铁的重量, G钢———废钢的重量, G锰———锰铁的重量, G铬———铬铁的重量, G硅———硅铁的重量, G稀———1# 稀土的重量, S实———金属液实际的含硫量
图3 计算结果
计算稀土硅的重量。先确定稀土硅的加入量a%,再确定稀土硅的重量, 即G稀=a%×G炉。将此式中的数值转换成电子表格中对应的单元格, 即I11=a/100×I4⋯⋯⑦。将式⑦输入到I11单元格的编辑栏中, 此时数计算硅铁的重量。将含硅量公式: G硅= ( G炉×Si炉/XSi- G生×Si生- G钢×Si钢- G回×Si回- G铬×Si铬- G稀×Si稀) /Si硅中的数值转换成电子表格中对应的单元格, 即I10=( I4×D4/D12- I5×D5- I6×D6- I7×D7- I9×D9- I11×D11) /D10⋯⋯ ⑧ 。
将式⑧输入到I10单元格的编辑栏中, 此时数值G硅就在I10单元格中显示出来( 图3) 。如果G硅为负值, 说明金属炉料带来的硅量超过了金属液要求的含硅量。此时应调整回炉料的重量, 使生铁和废钢的重量得以调整,从而使含硅量满足所需要求。
核算硫的含量是否在允许的范围之内。将含硫量公式: S实=( G生×S生+G钢×S钢+G回×S回+G铬×S铬) ×XS/G炉。将上式中的数值转换成电子表格中对应的单元格, 即F13=( I5×F5+I6×F6+I7×F7+I9×F9) ×F12/I4⋯⋯⑨。将式⑨输入到F13单元格的编辑栏中, 此时数值S实就在F13单元格中显示出来(图3) 。如果S实< S炉, 说明金属炉料带来的硫量在金属液要求的含硫量范围之内。如果S实> S炉, 说明金属炉料带来的硫量超过了金属液要求的含硫量。此时应调整回炉料的重量, 使生铁和废钢的重量得以调整, 从而使含硫量满足所需要求。核算磷的含量是否在允许的范围之内。将含磷量公式: P实=( G生×P生+G钢×P钢+G回×P回+G铬×P铬) ×XP/G炉中的数值转换成电子表格中对应的单元格, 即G13= ( I5×G5+I6×G6+I7×G7+I9×G9) ×G12/I4⋯⋯⑩。将式⑩输入到G13单元格的编辑栏中, 此时数值P实就在G13单元格中显示出来( 图3) 。如果P实< P炉, 说明金属炉料带来的磷量在金属液要求的含磷量范围之内。如果P实> P炉, 说明金属炉料带来的磷量超过了金属液要求的含磷量。
此时应调整回炉料的重量, 使生铁和废钢的重量得以调整, 从而使含磷量满足所需要求。
2 电子表格的使用
利用建立的电子表格, 就可以进行炉料计算。下面通过两例来说明电子表格的使用。
有一批含Cr的耐磨铸铁件, 要求铁液化学成分( wB, %)为: 3.2 C, 1.3 Si, 1.1 Mn, S≤0.12, P≤0.1, 0.3 Cr。采用无芯感应电炉熔炼, 每批炉料总重量为500 kg, 回炉料重量为50 kg, 稀土硅加入量为0.4%。所用金属炉料的化学成分及各元素的吸收率见表1,计算出所用金属炉料的重量。计算步骤: ①将金属炉料的总重量500 kg及回炉料的重量50 kg分别填写到I4和I7单元格中。②将稀土硅的加入量0.4%替代I11单元格公式中a%。③将金属液和金属炉料的化学成分及各元素的吸收率分别填写到对应的单元格中。④各种金属炉料的重量就分别在对应的单元格中显示出来( 图4) 。⑤最后, 检查已核算硫、磷的含量是否在允许的范围之内。S实( =0.02%)<S炉( =0.12%) ; P实( =0.05%)< P炉( =0.1%) 。可见,金属炉料带来的硫、磷含量分别控制在金属液要求的范围之内。
表1 原始数据表


另有一批灰铸铁件, 要求牌号为HT200,要求铁液化学成分( wB, %)为: 3.3 C, 2.0 Si, 0.8 Mn, S<0.1, P< 0.2。采用冲天炉熔炼,每批炉料总重量为500kg, 回炉料重量为75 kg, 稀土硅加入量为0。所用金属炉料的化学成分及各元素的吸收率见表2, 计算出所用金属炉料的重量。
表2 原始数据表

计算步骤: ①将金属炉料的总重量500 kg及回炉料的重量75 kg分别填写到I4和I7单元格中。②将稀土硅的加入量0替代I11单元格公式中a%。③将金属液和金属炉料的化学成分及各元素的吸收率分别填写到对应的单元格中。④各种金属炉料的重量就分别在对应的单元格中显示出来( 图5) 。⑤最后, 检查已核算硫、磷的含量是否在允许的范围之内。S实( =0.06%)< S炉( =0.1%) ;P实( =0.1%)< P炉( =0.2%) 。可见, 金属炉料带来的硫、磷含量分别控制在金属液要求的范围之内。

3 与手工计算的比较
手工进行配料计算, 在确定每批炉料总重量和回炉料重量之后, 必须将生铁、废钢、锰铁、铬铁、硅铁和1# 稀土等金属炉料的重量分别计算出, 然后再核算金属液硫、磷的含量; 如果硫、磷的实际含量超出了允许的范围, 则需调整回炉料重量, 重新进行金属炉料的重量计算, 直至金属液硫、磷的实际含量在允许的范围之内。
用电子表格进行配料计算, 只要将原始数据填写到对应的单元格中, 各种金属炉料的重量和金属液硫、磷的实际含量就分别在对应的单元格中显示出来; 如果硫、磷的实际含量超出了允许的范围, 则只要调整回炉料重量, 直到单元格中显示的硫、磷实际含量在允许的范围之内即可, 其它金属炉料的重量也就相应地显示出来。
4 结论
( 1) 建立的电子表格使铸造配料的计算过程迅速、简便, 结果准确, 避免了计算过程中人为因素引起的错误, 对提高铸造配料计算的质量有重要意义。
( 2) 与手工计算比, 电子表格的应用可降低铸造配料计算强度,减少铸造配料计算劳动量, 节约铸造配料计算时间, 提高铸造配料计算工作效率, 优于手工计算。
来源:铸造装备




