
作者:李距春、刘建悟,航空工业保定向阳航空精密机械有限公司热表厂
毛喆,航空工业郑飞公司热表厂
来源:《金属加工(热加工)》杂志
1.存在问题
我单位真空热处理型号为VQQ2-65型双室真空淬火炉,有效加热区为600mm×400mm×400mm。此为卧式真空热处理炉,利用小车进行冷室和热室间的制件转移,采用通用的淬火筐如图1所示。
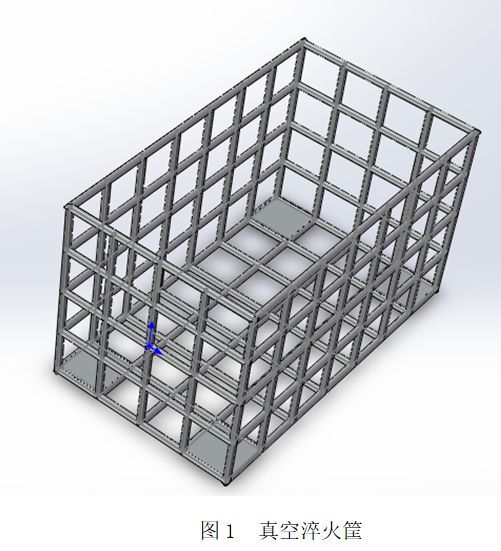
利用该筐可实现正常热处理生产,小零件可成串绑扎后在挂筐壁上,大制件可放在料筐底部。根据HB/Z136-2000《航空结构钢热处理工艺》中“6.2.3 对于大螺栓、对接组合件及其它大型制件,应成单层摆放在加热炉内。禁止将制件堆成两层及两层以上。”这是防止大件加热不充分和在加热过程中由于制件自身重量导致底层制件受力过大而产生变形。因此,对于每次热处理炉,该淬火筐都存在较多的空间没有利用。
同时,该真空炉为冷壁辐射加热式,对流传热和传导传热作用极其微弱,因此,在真空炉中,零件到温时间要比炉子滞后,时间差成为零件的加热滞后时间,需延长加热保温时间进行补偿。故而,真空炉加热保温时间比普通空气炉时间长。真空炉的自身特点又决定了制件只能随炉升温。
鉴于以上原因,每进行一炉真空热处理,需要较长的生产时间。而增加每筐的装炉量可显著的提升真空炉效率,因此,在保证质量的前提下,改进真空炉装炉量可创造巨大效益。
2.改进
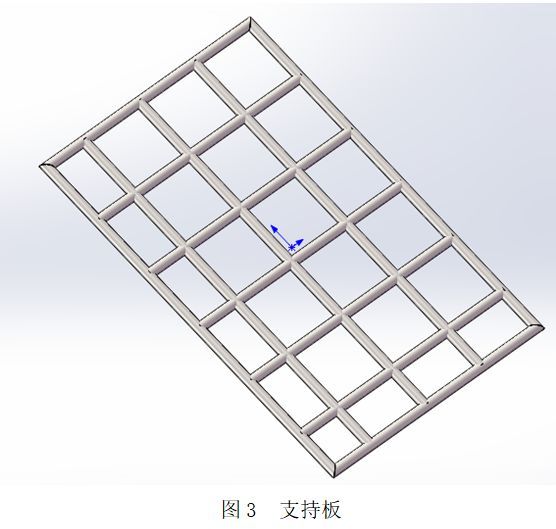
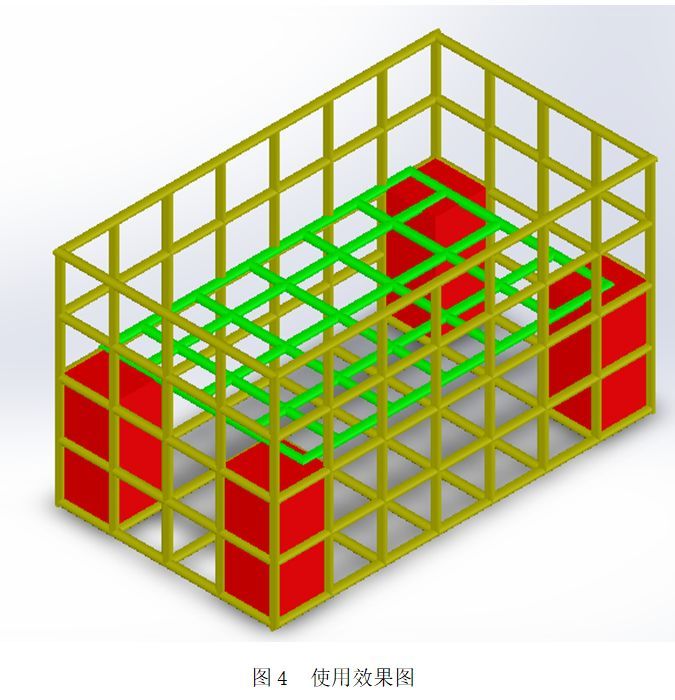
对真空炉淬火筐四个角各放置一个立柱如图2所示,让立柱的高度超过制件的高度20cm左右,放置一层制件后,在筐内放一块支持板如图3所示,四个立柱刚好支持住该板,再在此板摆放制件如图4所示。依次类推,如情况允许,可摆放第三层。这样使每层制件在淬火筐内互不接触,每层都有较大的空间来保证后续的加热、冷却。

3.改进效果
通过对淬火筐的改进,具备了以下优点:
(1)淬火筐空间得到进一步应用
原来为保证加热和后期冷却均匀,同时防止加热过程中因制件自重挤压造成变形,大件装筐只装一层。现在通过四角支柱和中间板,可进行再次装料。使上一层的制件与底层制件不接触。同时,采用框结构,在整个热处理过程中,能充分保证制件受热和冷却均匀。每次装料为原来的2倍,使真空淬火炉使用效率提升一倍,经济效益长远可观。
(2)操作简单
支柱和中间板与料框不是强行连接,操作者只是在原有料筐四角各放上一个立柱,然后搭上板,为防止倾斜,必要时可用铁丝将中间隔板绑扎在真空淬火筐上。总体劳动强度不高,安放和取出非常方便。
(3)通用性、兼容性强
支柱的长度根据平时操作制件的大小加工几组,根据工件的大小进行选用,可保证不同大型制件真空淬火时的使用。具有很强的通用性。同时,在筐底铺上铁丝网,也可进行多层小制件的真空淬火,使该淬火筐对小型制件也具备了兼容性。
(4)后期维护方便
淬火料框在多次热处理后会出现底板变形的情况,需要对淬火筐进行校正。淬火筐作为一个整体,对底部校正非常繁琐,在压力机上不易进行。而中间支撑板作为一个独立部件可单独进行校正,用压力机可方便完成校正。
4.结语
总之,通过对真空炉淬火筐的改进,既保证了产品质量,又使装炉量增加,使用操作和后期维护方便,节约了生产周期,提升了经济效益。
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!




