

珠光体(P。)是由奥氏体发生共析转变同时析出的,铁素体与渗碳体片层相间的组织。珠光体是铁素体和渗碳体组成的机械混合物,通常呈片层状相间分布,片层间距和片层厚度主要取决于奥氏体分解时的过冷度。
按片层间距的大小,又可将珠光体分为粗珠光体、细珠光体和极细珠光体三类。细珠光体称为索氏体,用S或C表示,极细珠光体称为屈氏体,用T表示。
钢冷裂敏感性很大,焊接性差,再加上焊缝较长,构件刚性较大。珠光体耐热钢属低合金钢,含有铬、钼、钒、钨、铌等。合金含量越高,淬硬倾向越大。为保证焊接质量,必须采取严格的焊接规范、焊前预热、焊后热处理等工艺措施。珠光体耐热钢焊接时的主要工艺措施是预热、焊后缓冷、焊后热处理,采用这些措施主要是防止发生冷裂纹(延迟裂纹)。为了防止热影响区淬硬和产生裂缝,在焊接时应采取下列工艺措施:
(1)焊前预热预热可降低焊接应力。预热(局部预热或整体预热)可减小焊接区与焊件整体温度之间温差值(也称温度梯度),此温差值越小,焊接区与焊件结构间温度不均匀性也越小,其结果,一方面降低了焊接应力,另一方面降低了焊接应变速率,有利于避免焊接裂纹。预热可降低焊接结构的拘束度,对降低角接拘束度尤为明显,随着预热温度的提高,裂纹率下降。
(2)采用保温焊和连续焊 所谓保温焊,是指在整个焊接过程中,应使焊件(焊缝附近30-100mm范围)保持足够的温度。在焊接过程中,应经常测量并使温度不下降。所谓连续焊,是指焊接过程中最好不同断。如果必须间断,则应在间断时使焊件缓慢均匀地冷却,再焊之前仍要重新预热。
(3)焊后缓冷
(4)焊后立即进行热处理 为改善焊接接头的显微组织和性能或消除焊接残余应力而进行的,其目的是为了防止延迟裂纹,消除应力和改善组织。
(5)根据化学成分选择焊条
珠光体耐热钢焊接时应考虑的问题有:
(1)防止冷裂纹产生。焊接时,如果冷却速度较大,则易形成淬硬组织。在有较大的拘束应力时,会导致裂纹的产生。预热能使冷却速度减慢,故能防止冷到纹的产生。
(2)使焊缝的化学成分与母材金属相一致。为了保证珠光体耐热钢的焊接结构能长期、可靠地在特定条件下工作,要求焊缝具有良好的抗氧化能力,较高的持久强度和蠕变极限,同时要求焊缝的性能和组织有足够的稳定性。焊接时,焊缝金属的化学成分应最大限度接近被焊钢材的成分,以保证高温下性能的一致。否则在长期高温运行条件下,焊接接头内的合金元素会产生扩散,特别是在熔合区的碳发生迁移,使接头的持久强度和塑性降低。

珠光体金相图
普通高铬铁素体不锈钢可采用手要电弧焊、气体保护焊、埋弧焊、等离子弧焊、电子束焊等熔焊方法。由于高铬钢固有的低塑性,以及焊接热循环引起的热影响区晶粒长大和碳化物、氮化物在晶界集聚,焊接接头的塑性和韧性都很低。在采用与母材化学成分相似的焊接材料且拘束度大时,很易产生裂纹。为了防止裂纹,改善接头塑性和耐蚀性,以手工电弧焊为例,可以采取下列工艺措施。
1)预热100~150℃左右,使材料在富有韧性的状态下焊接。含铬越高,预热温度应越高。
2)采用小的线能量、不摆动焊接。多层焊时,应控制层间温度不高于150℃,不宜连续施焊,以减小高温脆化和475℃脆性影响。
3)焊后进行750~800℃退火处理,由于碳化物球化和铬分布均匀,可恢复耐蚀性,并改善接头塑性。退火后应快冷,防止出现σ相及475℃脆性。
(2018年1月12日 09点10分)
焊前预热 是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100 ~ 200 度。
焊后热处理是为了改善焊接接头的显微组织和性能或消除焊接残余应力而进行的热处理。
焊接方法自动埋弧焊接(必须自动跳闸)
焊接工艺对接焊采用多层多道焊(连续焊)
焊接设备 自动埋弧焊接设备

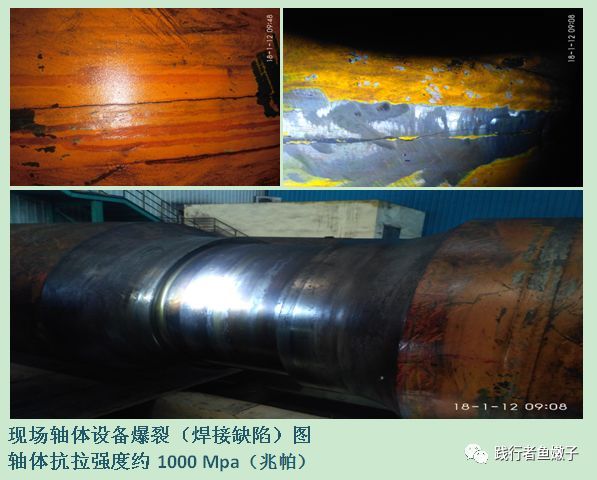
珠光体耐热钢焊接(工艺参数) 现场案例(上图)
工件厚度~ 80 mm
预热温度(重要)~ 150 度(在保温状态下,多数层连续施焊)
焊接材料Φ4 热 310 焊条
焊接方法手工电弧焊焊接法
焊接工艺对接焊采用多层多道焊
焊接设备 手工电弧机设备
《气焊火焰》焊接工艺
课题内容:铝镁合金的焊接(工艺参数)
1,试板的清理
1)用不锈钢刷、球及抛光机清理
2)严禁用化学方法清理
3)尽量做到室内温度保证在 50 ~~ 55 度左右
4)清理完的工件、焊丝不能放置超过4个小时
2,试板的对口形式(略图)
3,钨极直径 ¢3 mm
4,焊接(层次)电流 第一层 90 ~~ 100 A
第二层 85 ~~ 90 A
5,焊接设备 交流氩弧焊机

课题内容: 不锈钢钨极手工氩弧焊(参数)
母材 3 mm 板材
脉冲电流50 A 电流 100 A
气体流量∅8 mm 8 升/分钟 16 ~ 20 升/分钟
焊条 不锈钢焊丝 麻花焊丝
脉冲从字面上理解,脉搏的跳动产生的冲击波。学术定义:指一个物理量在短持续时间内突变后迅速回到其初始状态的过程。
《不锈钢薄板的焊接》焊接工艺
课题内容:铜铝板钎焊(参数)
氧焊(火焰焊)焊枪 H01— 6 2# 焊嘴
氧气压0.2 MPa(兆帕)乙炔压力0.05 MPa(兆帕)
药芯焊丝 采用轻微碳化焰
施焊过程:预热母材铜铝板,焊枪嘴不可直接预热对接焊缝,铜板稍比铝板温度偏高些。待到预热温度达到可熔敷时,将焊丝填充到焊缝,(我观此时,焊丝接触焊缝即熔。或者说是,焊丝是靠母材温度熔敷了。)看到熔敷金属覆盖焊缝,待到冷却后,即是完成铜铝钎焊的焊接。
指导老师:焊丝正常熔敷时,铜板铝板的温度差不多,但铜的导热系数比铝大一倍多,散热更快,所以铜板侧需要更多热量。
《钎焊 》焊接工艺




