
偶然翻阅旧相册看到两张40多年前的老照片,让我想起一件事,前几年和一位年青的同行从业者谈到我国上世纪60年代作树脂砂轮全部使用液体树脂成型,他略有停顿疑惑的说“全使液体树脂怎么能成型呢?!”。其实上世纪中期我国生产的树脂砂轮都是完全用液体树脂成型的,例如作400mm树脂切断砂轮是像作烙饼一样在一个弹性模具里用擀面杖一样的铁棒杆出来的,使用的型料也像面团一样又粘又软。带弹性的磨具如图1
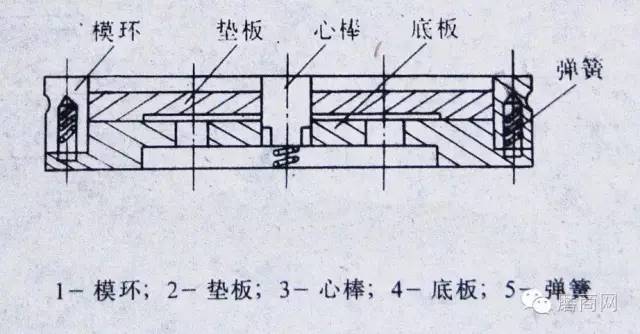
图1 手杆树脂砂轮模具
这种手杆出来的切断砂轮中孔没有保颈圈的铁环,内部也没有增强玻璃丝网格布,但是质量好的产品也能达到80m/s的使用速度!
60年代末开始使用擀片机成型树脂薄片砂轮,用的模具与手杆用的模具基本一样,擀面杖用几个锥形的辊子代替,见图2

图2 锥辊结构示意图
常用的辊子有两种,一种小角度辊是23°,另一种是30°的大角度辊,23°角的辊子旋转时前后的线速度基本一致,30°角的辊后部较尖部线速度要高,有一定的碾压作用,所以多使用大角度辊。图3是擀片机结构示意图

图3 擀片机结构示意图
擀片机锥辊的上下移动开始是手摇,后来改成气压控制。70年代中期设计成负压机械手取砂轮,4工位环形成型机,使液体树脂砂轮的生产达到半机械化。液体树脂砂轮的生产工艺流程见图4。

图4 液体树脂砂轮的生产工艺流程见

图5 砂轮擀片机
图5是上世纪70年代初第一砂轮厂胶脂车间用擀片机成型400mm切断砂轮,图6是车间郭师傅在指导徒工生产砂轮。

图6 郭师傅在指导徒工
液体树脂因用途不同而有不同的粘度,作为粉状树脂润湿剂使用的液体树脂粘度约为500∽1000,而全液体混料用的酚醛树脂液粘度为11000∽13000,比作润湿剂的液体树脂粘度高10倍以上。高粘度树脂混料时粘结混料机,混完成型料后要用碱水冲洗,易污染环境;并且型料发粘,成型不易操作。到80年代改革开放以后使用粉状树脂生产树脂砂轮就逐渐全部取代了用液体树脂生产砂轮,使用全液体树脂生产砂轮成了一段历史!





