
众所周知,轧机轴承的用量一直在轴承界里占据着举足重轻的位置。自然,轧机轴承保养维护对于轧机的保驾护航就变得尤为重要。本文全面带您领略轧机轴承的安装、保养与维护。
轴承的游隙
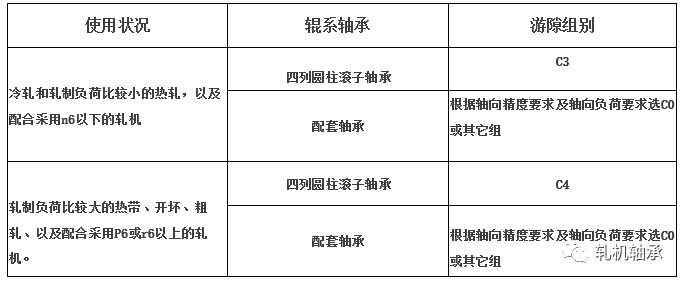
轴承游隙是轴承能否正常工作的重要技术参数,它直接影响到轴承的负荷分布、磨擦、温升、使用寿命等。由于轧机轴承的工况条件比较恶劣,要考虑其轧制负荷、轧机的类型、转速、润滑、温升、配合过盈量、旋转精度等,原则是在工况条件允许的情况下,轴承游隙越小越有利于提高轧机轴承使用寿命。一般情况下轧钢机多选用C3或C4组标准游隙,参考下表选用:
在轧机轴承的使用过程中,可根据轴承损坏的情况来判断轴承游隙是否合适。
(1)轴承烧毁,如果不是因为“辊爬”、相关零件相蹭和润滑不良而引起轴承过热,则可以认为轧机轴承工作游隙过小造成;
(2)轴承套圈和滚子碎裂,如果不是原材料、轴承质量、冲击负荷过大及安装不良等原因,就可以认为是轧机轴承工作游隙过大,使轴承负荷包角过小(理想负荷包角是120度--150度),造成材料单位面积应变压力大,滚子负荷大引起的。
另外,使用不同厂家的轧机轴承互换使用时,一定要注意轧机轴承游隙的选配标准是否一样(也就是轴承外组件内圆尺寸及公差是否一致),内圈滚道尺寸及公差值是否一样、游隙是否一样,否则轴承不能互换。
轴承安装准备
一.测量轧辊和轴承箱的尺寸
1.测量轧辊尺寸
在安装轧机轴承前一定要测量轧辊尺寸,要求符合图纸尺寸。特别是辊颈尺寸,一定要用外径千分尺(或专用量具)对其进行测量。对于超出轧辊轴颈上下偏差的轧辊一定不能安装。否则易造成轧辊轴承游隙小,发热烧轴承或涮轴承烧轴承。测量时,至少要测量四个剖面及同一剖面内垂直的对应点的轧辊辊颈实际尺寸公差,这样既测量出它的轧辊辊颈公差配合尺寸,又测出它的圆柱度和椭圆度的实际状态,该轧辊如果符合辊颈精度公差尺寸又符合形位公差尺寸时,方可进行轴承内圈安装。
2.测量轴承座及附件尺寸并安装
新轴承座及附件在组装前一定注意按图纸的精度尺寸及形位公差,严格测量零件的加工质量,特别是轴承座。测量的量具可用内径千分表进行测量,测量时至少要测量四个剖面及同一剖面内垂直的对应点的轴承座内孔的实际尺寸公差,这样即测量出它的配合尺寸,又测出它的圆柱度和椭圆度的实际状态,只有全部符合图纸要求的精度尺寸和形位公差尺寸,方可进行组装。组装后其轴线上的累计尺寸和。应小于轧机轴承及配合轴承轴线上的尺寸和(即内外侧压盖紧紧压住轴承没有轴向窜动),以防止轧辊轴向窜动,使轧制精度无法控制。
二:轴承的配合及轧辊辊颈、轴承座的精度
1.轴承的配合
四列圆柱滚子轴承:内圈与轧辊,内径d≤200时选用n6配合,内径d>200时根据轧制负荷选用p6或r6配合;外圈与轴承座,外径D≤800时选用H7或G7配合,外径D>800时选用F7合。
定位轴承:为避免定位轴承工作时承受径向力,双列角接触球轴承、四点接触球轴承、单列角接触球轴承、及深沟球轴承,轴承外径与轴承座留0.5~0.8mm的径向间隙;内圈与轧辊选用f6配合。对于双向推力圆锥滚子轴承其轴圈与轧辊选择f6配合,座圈与箱孔选择G7配合。
2.轧辊辊颈、轴承座孔的精度
辊颈(轴)的精度选IT6;辊颈的形位公差、圆柱度为(1/2~1/3)IT6;轴肩的圆跳动1/2 IT6。轴承座孔的精度选IT7;孔的圆柱度(1/2~1/3)IT6,孔对两侧面的对称度为1.5倍的IT7。
表面粗糙度:轴外圆Ra0.8 、孔表面Ra1.6 、端面Ra3.2
一.轧机轴承的安装
轴承安装的场地要干净、整洁、不能将杂质污物带进轴承内部。
1.轴承内圈的安装(同一轴承型号的轴承内圈可任意互换)首先应把内圈和轧辊清洗干净并晾干。由于内圈和轧辊是过盈配合,所以应采用加热方法进行安装,常用的加热方法有感应线圈加热法和机油油煮方法。最理想的方法为感应线圈加热,用感应线圈加热一定要注意加热时要严格控制加热温度和加热时间,加热温度控制在110度以下,加热时间应该控制在20~40秒之内。
在轧辊安装前先将定位销和喇叭套装好,然后将加热好后的轴承内圈迅速套上辊颈,并用紫铜棒在轴承端面上轻轻敲打,并安装到位,待内圈稍冷却箍住辊径后再放手,一定注意内圈端面与喇叭套四周全部贴紧(即顶死),然后装上密封圈。
2.轴承外圈(外组件)的安装
每一套轴承的两个外组件是经过严格分选的安装过程中始终不能混乱。在组装之前应该把轴承座清洗干净并晾干,在装配轴承外组件时,注意两个外组件装滚子缺口相对装入轴承座内。最理想的是用专用油压机或千金顶配合专用工具向轴承座内轻轻压入。如果无专用油压机或千金顶,也可以用紫铜棒(Ф30~Ф40 、 L300~L400mm) 轻轻敲入轴承座。绝对禁止用钢制品或榔头敲击轴承,以免敲碎或敲裂轴承挡边造成轴承损坏或烧轴承。敲击时把轴承轴线与轴承座轴线相重合,并放在水平的台子或架子上,并均匀的按180度对称顺序敲打,注意不能让轴承歪斜。装配轴承时可事先涂一些机油,这样可降低装配难度。装好后再装入定位轴承,然后装上压盖拧紧螺丝。对于压盖是否压紧轴承可用塞尺来检查压盖与轴承座之间是否有间隙,有则已压紧。
组装好后,往轴承腔内加入润滑脂,并用力把润滑脂压入滚动体和保持架的间隙中,每套轴承加脂量约300克左右。
3.轴承座与轧辊的组装
涂好润滑脂的轴承座,往轧辊上安装时一定要平衡吊装,轻轻对准轧辊辊头的轴承内圈,然后往辊身方向轻轻推入,不得用力砸或撞击,否则会破坏轴承滚动体和挡边并划伤内圈滚道。装好后,装上螺纹半环和定位销,并装上锁紧螺母,锁紧螺母必须拧紧,并装好防松螺栓。两个轴承座装好后,用手按住轴承两侧晃动,应转动灵活不能有卡阻现象,轴承座沿轴向不能有窜动现象。这样一套轧辊已安装完毕。
4.四列圆柱滚子轴承安装说明
关于四列圆柱滚子轴承,知识和经验特别重要。各个部件必须按照正确顺序安装。成套部件以字母编号,这样如果几个轴承同时安装,也没有部件混淆的危险。不过,内圈和内圈对可完全互换,不需要像外圈一样有相同编号(WYZZ四列圆柱滚子轴承严格按国家标准分组,同一套轴承外圈都有相同编号)。
在大部分应用中,载荷是定向的,因此只有外圈的大约四分之一承受载荷。所以,外圈的侧面分为四个区,以I至IV标记。载荷区I的标记还同一条通过外圈外表面的线相连。
轴承第一次安装时,通常将I区放在载荷作用方向上。根据运行条件,外圈应在使用一段时间后转动90度,使新区承受载荷。建议的时间为大约1000个运行小时之内,而且应检查轴承。转动应在适当的轧辊更换时进行。
如果没有熟练的技术人员安装轴承,最好请求WYZZ维护人员的协助,特别是在安装大型轴承时。根据请求,WYZZ可提供安装服务的详细信息。
详细安装说明还同所有轴承一起提供。
二.周期换辊后对轧机轴承的检查情况
1.轧辊运转一定时间后,应该定期向轴承座内注入润滑脂(周期为7—10天)以防止轴承因缺脂而烧轴承造成不必要的损失。
2.应根据换辊周期,对轴承进行检查,拆下轴承座后,查看润滑脂是否失效、变质、变硬,润滑脂中是否含有氧化皮和其它杂质。如出现上述情况,应对轴承进行清洗,重新加入润滑脂,如未出现上述情况,添加一些润滑脂即可继续使用。
3.如果润滑脂已经失效,润滑脂中含有氧化皮和其它杂质应对轴承进行清洗,并对滚动体、保持架和滚道进行彻底检查,弄清密封和润滑的效果,若轴承零件上有锈斑,那就表明有湿气和水气进入轴承内部,若滚动体和滚道上出现较较严重的磨损,且表面暗淡无光,那是由进入轴承内部的氧化皮和杂质所造成,应对密封系统进行改进。轴承经过长期时间运转后,每套轴承都会在滚道和滚动体表面上出现少量的疲劳剥落,这就表明该轴承已达到其寿命的终点,必须给予更换。
三.拆卸轴承应注意的几个问题
1.轧机轴承的工作特点是内圈旋转,外圈不动,这样外圈承受负荷的区域固定不变,为了提高轴承的使用寿命,轴承使用一段时间后,将外组件从座中拆出变换负荷区,加长其使用寿命。
2.同轴承安装一样,也要采用专用的油压机或千金顶和专用工具压出轴承或用紫铜棒轻轻敲出轴承,也一定严禁使用钢棒敲出,以免造成轴承损坏。同时注意拆轴承的作用力不要加在滚动体、保持架上以免造成损坏。
3.在拆卸之前应记清外圈负荷区的位置,再安装时则把外圈转过120度的位置,让外圈转换到下一区域承受负荷。卸下之后应保持清洁,防止泥沙、铁屑、灰尘混入轴承内部。特别注意应把一套轴承两个外圈作出标记,不要与其它同型号轴承外圈相混,以免造成轴承负荷不均,出现偏载现象,使轴承过早的失效。
4.若轴承的内圈已到使用寿命,而轧辊还可使用,就要将内圈从轧辊上拆下,办法是用加热线圈圈套在内圈上加热40~60秒,然后将内圈卸下。
5.拆卸磨损已不能修复的轴承时,应注意不要损坏轧辊轴承座和其它零件。
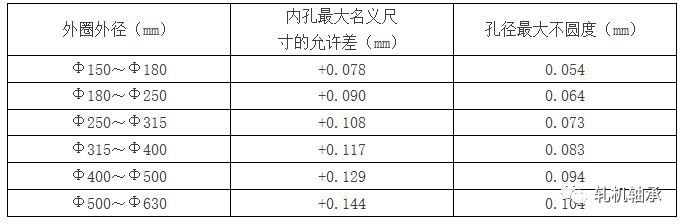
6.拆卸完轴承后,应对轴承座及附件进行清洗、测量,测量要求符合图纸尺寸,对于不符合图纸尺寸的零件应予修理或报废。特别应对轴承座进行仔细测量,其内孔不能歪斜,否则将导致外圈上产生局部负荷,从而降低轴承寿命。
附 轴承座内孔报废极限,建议不合格的轴承座应予修理或报废:
轧机轴承的润滑与密封
轧机轴承工作性能能否得以有效利用,相当大的程度取决于润滑情况,润滑剂被称为“轴承的第五大零部件”。轧机轴承的损坏原因40%以上是润滑不良造成的,所以要降低轧机轴承消耗,就必须选用适宜于使用条件的润滑方法和优质润滑剂,还要设计安装防止水和氧化皮等异物侵入的可靠密封装置。
目前轧机轴承主要采用脂润滑和油气润滑。现大多厂家是使用简便易行的脂润滑方式润滑,如有可能采取油气润滑技术,可以使轧机轴承处于比较理想的润滑条件下工作,会大幅度降低轴承消耗。
1、脂润滑
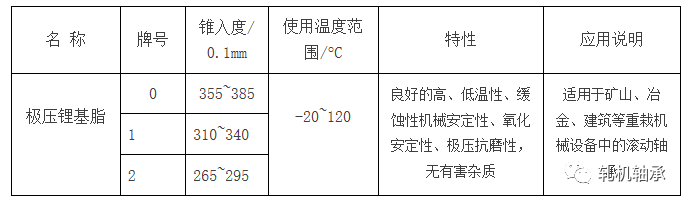
脂润滑的方法具有简单易行,轧辊更换方便的特点,应用很广泛。应根据轧机轴承工作温度、转速、轧制力以及密封防水性能、冲击震动大小、供脂方法等情况选择适宜的润滑脂。要选用耐高温、粘度强、极压性能好以及抗水淋性能高的正规厂家的润滑脂。根据轧机轴承的工作特点应选择含EP添加剂的2#、3#、锂基脂或聚脲脂。
虽说高性能的润滑脂采购成本高,但是用量少了,轴承寿命长,总的综合成本是降低了。另外润滑脂的填充量一定要适量并填充到位,不同牌号的润滑脂不能混用,使轧机轴承工作表面始终处于油膜正常状态。
2、充脂量
初次填充润滑脂时将轴承内部空间填满即可,对于立辊或斜辊每个轴承座上下盖内要填充足够量润滑脂。每次换辊后要检查润滑脂是否硬化变黑,是否被杂质污染,是否氧化乳化。若出现上述情况应彻底更换润滑脂并检查密封件及密封结构及时更换或改进;若情况尚好可补充新脂后继续使用。
3、油气润滑
油气润滑是轴承理想的润滑方式,轴承在工作当中每隔一段时间压缩空气带着润滑油滴进入轴承内部 ,润滑油留在轴承内部,空气将轴承运行中的热量带走,同时阻止外部的杂质水汽浸入轴承内部。油没有被雾化不污染环境。
4、密封装置
轴承的密封就是要保持内部良好的润滑状态,并阻止冷却水、氧化铁皮、杂质浸入工作表面延长轴承的使用寿命。由于轧机轴承密封问题,轴承损坏最多的就是靠近辊身侧的部位,轴承经常是因为润滑脂污染、流失,使零件工作表面磨损、剥落甚至碎裂,特别是冷带轧机的乳化液渗入,使润滑脂失效更快。
轴承的密封分为自带密封和外部密封两种。外部密封主要采用迷宫式和接触式相结合的设计。迷宫的级越多(不低于两极)间隙越小密封的效果越好。迷宫的间隙根据轴承尺寸的大小取径向单侧0.6~1.5mm ;轴向4~6mm 。
接触式骨架油封:它在轧机上应用比较广泛,为了增加效果可以两三个并列使用。油封有方向性,不能装反。热轧机一般装两个油封,两个油封唇口都要向轴承座外,以阻止外界污物浸入。冷带轧机一般装三个油封靠近轴承的一个油封唇口要向内,用以阻止润滑脂溢出影响轧材质量。使用油封时要小心,避免装辊时撞坏唇口,影响密封效果。
RBR 型密封环: 这是一种轧机轴承专用的橡胶唇式密封环,近年来被广泛应用。RBR密封环采用轴向密封的方式,其唇口贴在压盖的基面上,不受轧辊跳动的影响,轴承内部的旧脂可以溢出,外部的冷却水、氧化铁皮、杂质被唇口阻止进入,有较好的密封效果。而且使用方便,换辊时轧辊装入轴承座不受任何影响。
降低轧机轴承消耗的方法
(一)、做好轧机轴承使数据统计
做好轧机轴承使用及损坏数据统计,找出轧机轴承损坏的规律共性的问题,以便准确具体提出轧机轴承降耗措施。可以从以下几个方面进行记录:
1、轧钢机设计及精度情况;
2、轧制产品及工艺变化执行情况;
3、润滑及密封的润滑效果情况;
4、轧机调整及传动等现场情况;
5、轴承装配零配件精度、装拆条件等现场情况;
6、轴承损坏形式及装机部位等情况。
(二)、轴承各零件强度要相匹配
在保证轴承箱强度(即轧机轴承良好的刚性支承)情况下,尽量选用载荷能力大的轧机轴承。另外还应根据应用工况条件优化设计轧机轴承各零件尺寸,以确保轧机轴承各零件强度相当,使轴承使用寿命最大化。例如,轴承箱磨损变形大、轴承外圈碎裂多的现场,就可以将轴承外圈壁厚加厚滚子直径减小,增强外圈强度,以达到轴承寿命最长。
(三)、采用高质量轴承材料
由于非金属夹杂物的存在,特别是氧化物夹杂,造成轴承材料的强度弱点,引起应力集中,使轴承过早疲劳损坏。所以,可采用真空脱气或电渣重熔轴承钢,虽说轴承单价高了,但轴承损坏少了,轧钢机作业率提高了,综合成本应该是降低了。
(四)、轧机轴承精度、游隙及配合
1、轴承精度:主要是根据轴承零部件对旋转精度的要求以及对轴承寿命的要求来确定轴承精度等级。推荐的精度等级参考下表:
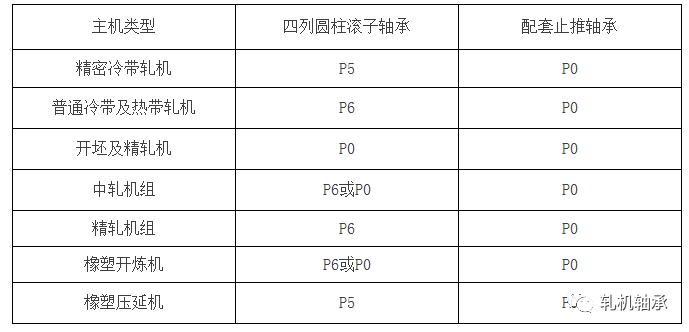
轧机轴承精度等级提高了,虽然轴承单套成本提高,但是带来了以下优点:
(1)、轴承零件的内应力减少,使轴承零件尺寸稳定,减少零件裂纹因素,有利于轴承寿命提高。
(2)、轴承工作表面的粗糙度等级提高了(粗糙峰值减小),有利于轴承润滑油膜的形成与保护,使轴承疲劳寿命显著提高。
(3)、轴承配合表面的粗糙度等级提高了,使轴承配合更可靠,避免配合产生“爬动”,有利于轴承寿命的提高。
(4)、高速性更好,减少轴承发热,有利于轴承寿命提高。
(5)、综合轴承消耗降低,轧机作业率提高。
2、轴承游隙:轴承能否正常工作轴承游隙是一个重要的技术参数,它直接影响到轴承的负荷分布、磨擦、温升、使用寿命等。由于轧机轴承的工况条件比较恶劣,要考虑其轧制负荷、转速、润滑、温升、配合过盈量、旋转精度等,原则是在工况条件允许的情况下,轴承游隙越小越有利于提高轧机轴承使用寿命。一般情况下轧钢机多选用C3或C4组标准游隙,参考下表选用:
在轧轴承的使用过程中,可根据轴承损坏的情况来判断轴承游隙是否合适。
(1)、轴承烧毁,如果不是因为“辊爬”、相关零件相蹭和润滑不良而引起轴承过热,则可以认为轧机轴承工作游隙过小造成;
(2)、轴承套圈和滚子碎裂,如果不是原材料、轴承质量、冲击负荷过大及安装不良等原因,就可以认为是轧机轴承工作游隙过大,使轴承负荷包角过小(理想负荷包角应是120°~150°),造成材料单位面积应变压力大,滚子负荷大引起的。




