
织物手感是决定纺织产品在消费终端能否被认可的主要因素之一。但织物的手感风格评价为一种主观评价法,手指的感性评估结果需进行量化区分与表达。此外,人们使用手指评估手感受主观因素的影响较大。假设织物的手感风格在很大程度上由纱线的手感风格决定,则可在纱线生产过程中对织物的手感风格做出判断,从而节约时间与费用。纱线可定义为由纤维或长丝组成的具有较大的长径比的、可加捻或不加捻的一类制品。纺纱过程中纱线结构受到诸多因素的影响,导致其蓬松度、结构、延伸性及其他结构性能发生变化。由短纤维制成的短纤纱的纤维头端具有复杂的不连续性,纱线结构的不同导致其性能具有一定的差异。
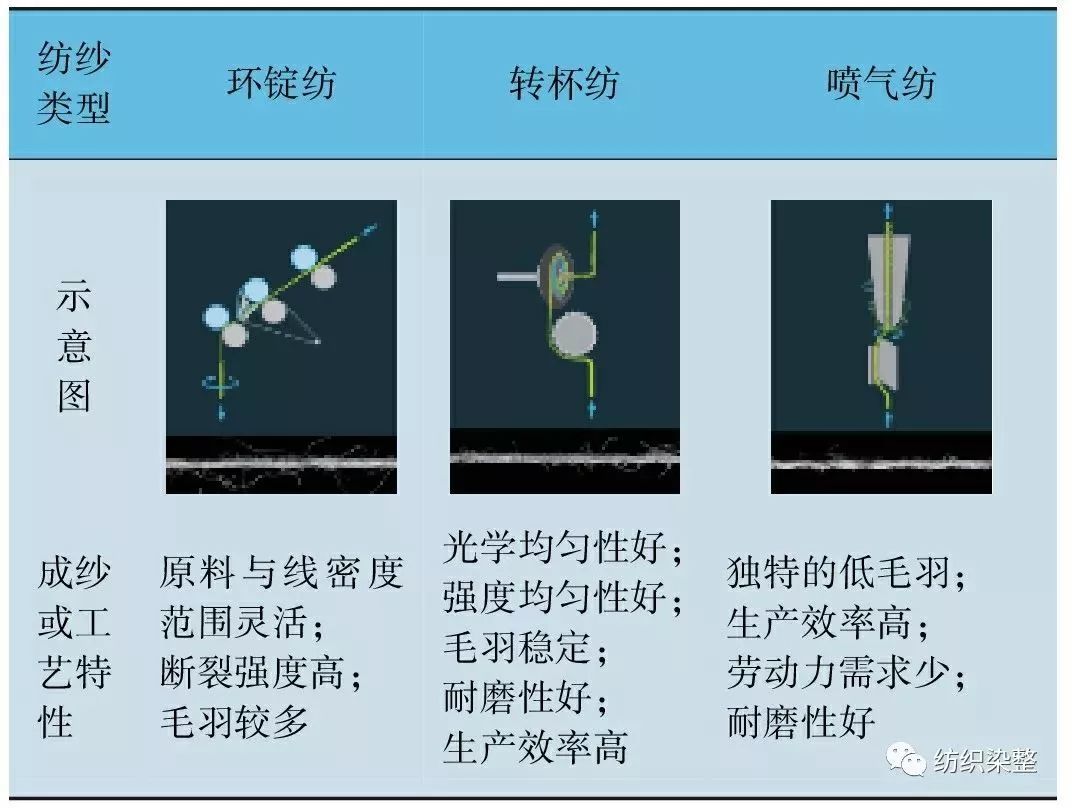
本文研究了环锭纺、转杯纺和喷气纺棉纤维纱线的结构和性能(表1),以及其对经不同整理剂作用的织物半成品与成品手感性能的影响。
表13种不同纺纱系统的成纱或工艺特性
1纱线材料及性能
1.1纱线材料的制备及其表面形态
1.1.1 转杯纺
在转杯纺纱机上制备线密度为19.7 tex的不同捻度的棉纱,研究纱线捻度对其物理性能(如纱线断裂强度、断裂伸长率、毛羽指数及体积密度)的影响。转杯纺纱机参数设置及成品纱表面的扫描电子显微镜(SEM)图如表2所示。
1.1.2 喷气纺
在喷气纺纱机上制备线密度为19.7 tex的不同捻度的棉纱,研究纱线捻度对其物理性能(如纱线断裂强度、断裂伸长率、毛羽指数和体积密度)的影响,以及对纱线柔软度的综合影响。喷气纺纱机参数设置及成品纱表面的SEM图如表3所示。
1.2纱线性能评价
1.2.1 断裂强度、断裂伸长率和毛羽指数
图1为不同捻度转杯纱的断裂强度、断裂伸长率和毛羽指数测试结果。由图1可知,随着纱线捻系数的增大,转杯纱的断裂强度和断裂伸长率总体呈增大趋势;纱线捻度影响纱线表面的毛羽,而纱线毛羽又对纱线的柔软度有较大的影响。低捻度纺纱技术可生产结构较疏松的纱线,导致单根纤维有向纱线表面延伸、转移的趋势,从而赋予纱线良好的柔软度。传统的转杯纺纱工艺已证实,可通过各种纺纱组件(如转杯和具有一定角度的喷嘴)设计纱线的毛羽指数。本文通过研究证实,通过最新的转杯,可实现在生产具有较低捻度的纱线时,不影响纺纱工艺的稳定性。
表2转杯纺纱机的参数设置与成品纱的SEM图
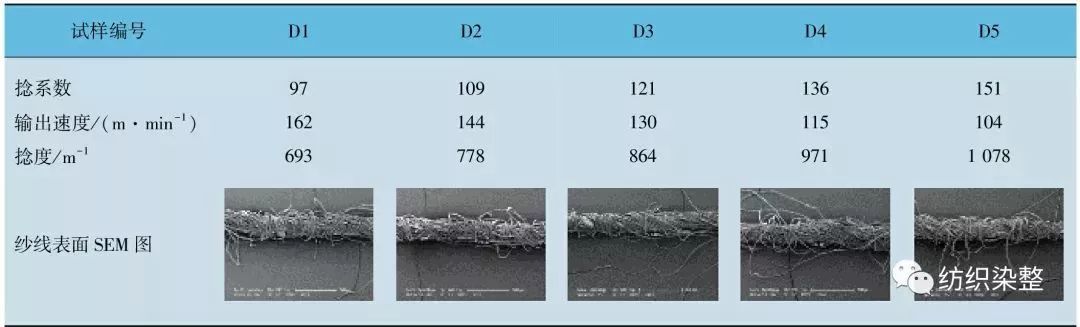
表3喷气纺纱机的参数设置与成品纱的SEM图
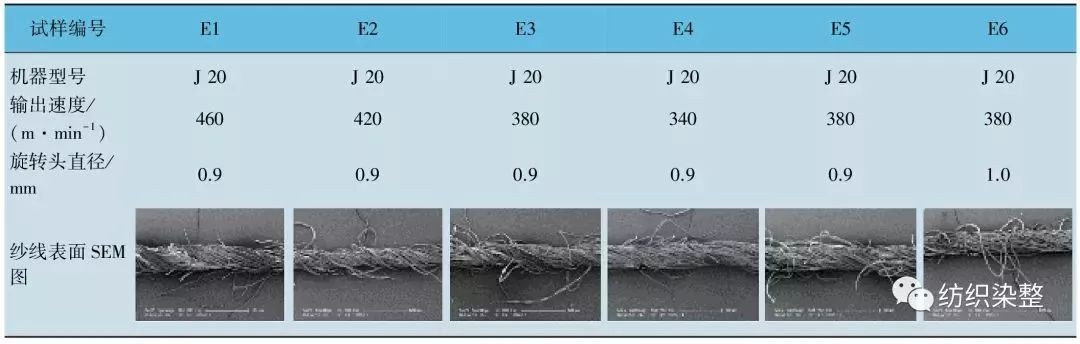
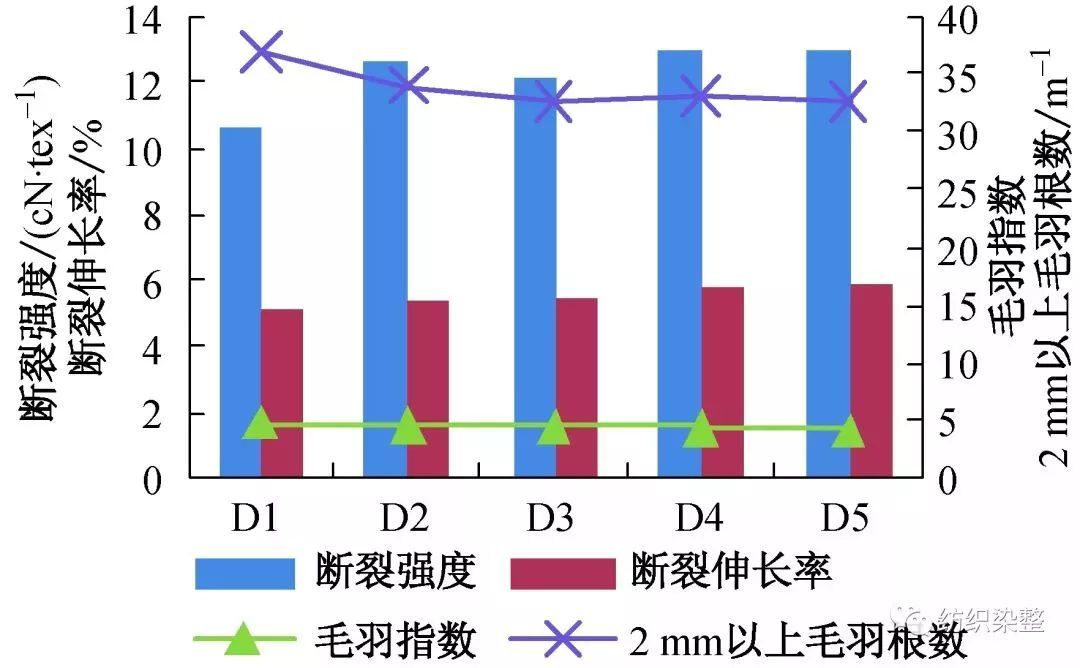
图1 转杯纱的断裂强度、断裂伸长率和毛羽指数
喷气纺纱机的纱线输出速度、空气压力及旋转头直径设置影响纱线的性能。试样E5和E6的输出速度较低,纱线的断裂强度和断裂伸长率较大(图2)。如果喷气纱的2 mm以上毛羽根数更高,由喷气纱制得的织物的手感风格将更好。低捻度纱线因疏松的结构和较小的体积密度而有利于纱线产生较多的毛羽。
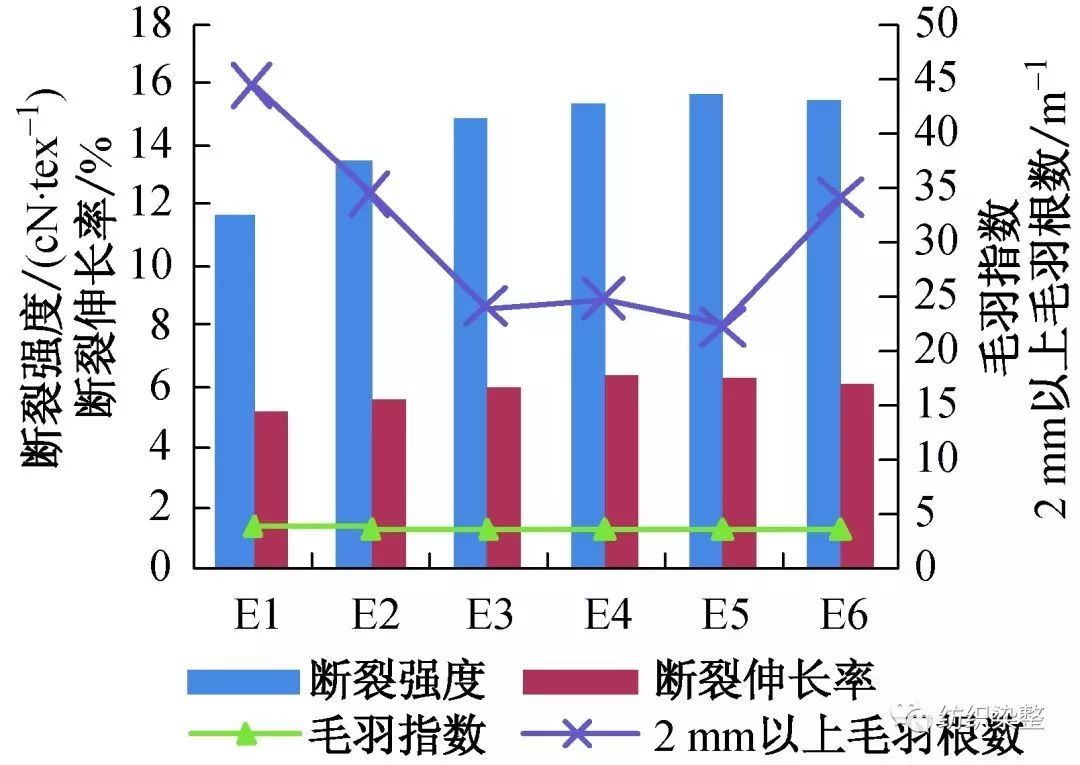
图2 喷气纱的断裂强度、断裂伸长率和毛羽指数
纱线毛羽指数低,则纱线表面突出有大量的纤维头端,因而不利于纱线的柔软度。目前,喷气纺纱机可制备低捻度纱线,且对纺纱工艺的稳定性没有任何不利影响。
1.2.2 体积密度和直径
纱线体积密度即纤维在纱线横截面上分布的紧密程度,对纱线的性能和质量有显著的影响,因此,需精确而简明地提供纱线的体积密度信息,以深入了解纱线结构与力学性能。纱线的加捻程度影响其体积密度,对于给定线密度的纱线,捻度高的纱线中纤维的分布较集中,纱线体积密度曲线的峰值向纱线轴心偏移,纱线体积密度大。纱线捻度对纱线直径也有影响:捻度增大,纱线的直径减小(图3和图4)。
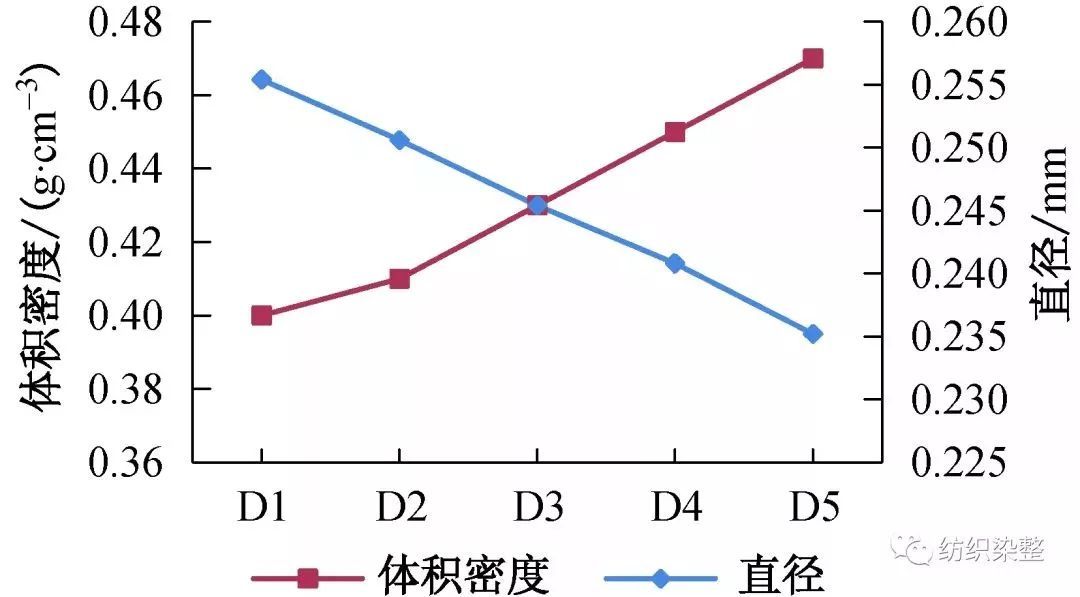
图3转杯纱的体积密度和直径
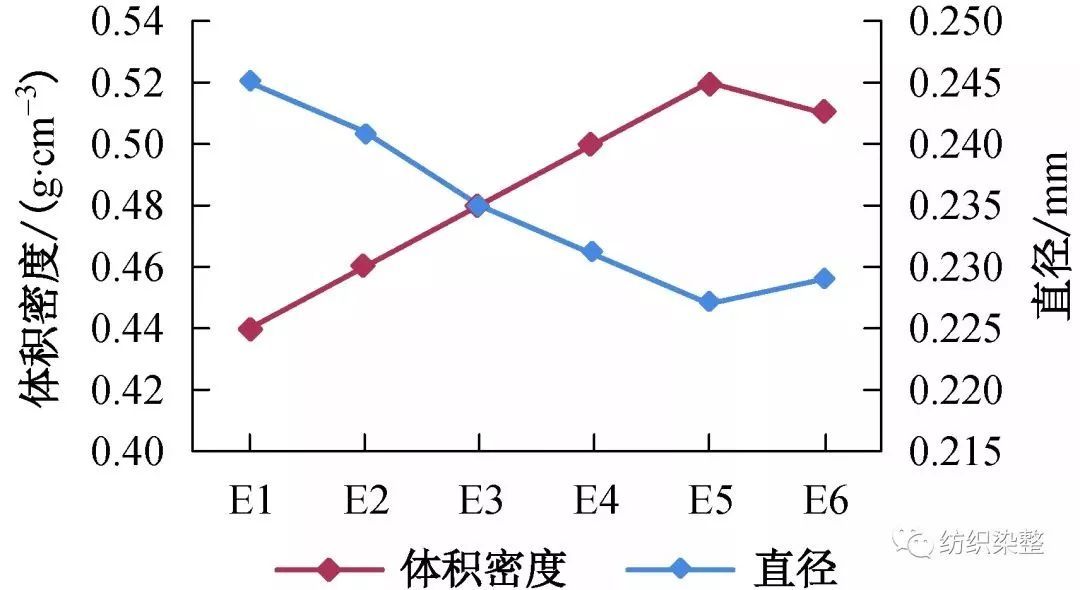
图4喷气纱的体积密度和直径
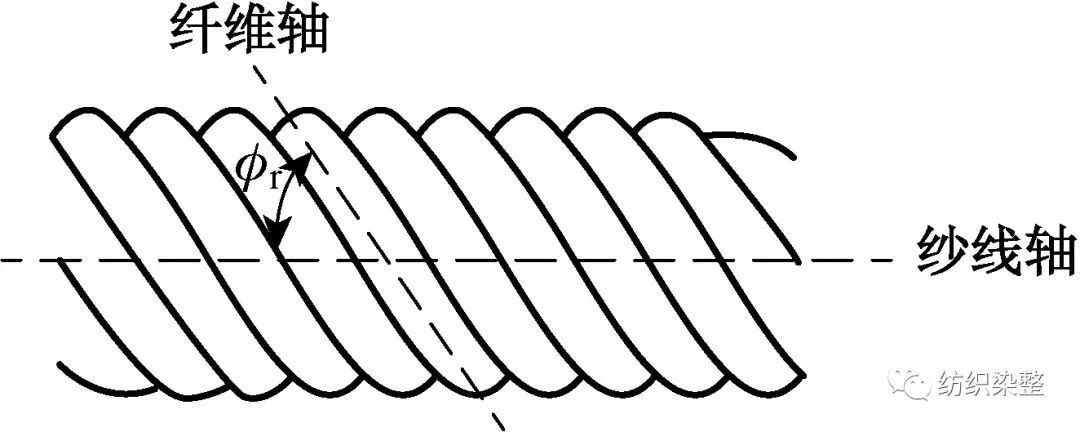
加捻需在一定的张力条件下进行,因此,纱线外部必然存在沿纱线轴向的拉伸负荷P,该拉伸负荷可传递至组成纱线的纤维上。假设这些纤维为完美的自由集合体,不能抵抗任何轴向压缩力,不存在弯矩(M)、剪切力(v)和扭转力矩(t),唯一需考虑的是施加给纤维的与纤维轴平行的张力Pr(图5),则每根纤维的拉伸张力P为
P=Prsin φr
(1)
式中:φr—纤维的螺旋角。
因此可得纱线总负荷张力Pc为
![]()
φr
(2)
式中:m—纱线截面上纤维总根数。
式(2)表明,如果将每根单纤维所承受的轴向张力乘以纤维螺旋角的正弦值,并将所有单纤维的该值相加,总和即为直接作用于纱线轴向上的压缩载荷。显然,纱线加捻程度越大,纤维螺旋角越大,纱线的压缩载荷越大,因而所纺纱线的结构越紧密。
(a) 理想单纱的几何形态
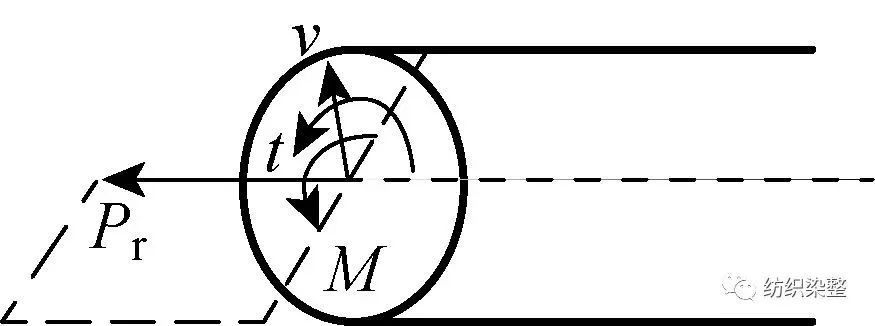
(b) 纤维中常规的应力分析(假设M=0,v=0,t=0)
图5纱线中单纤维的应力分析
2针织物试样的制备
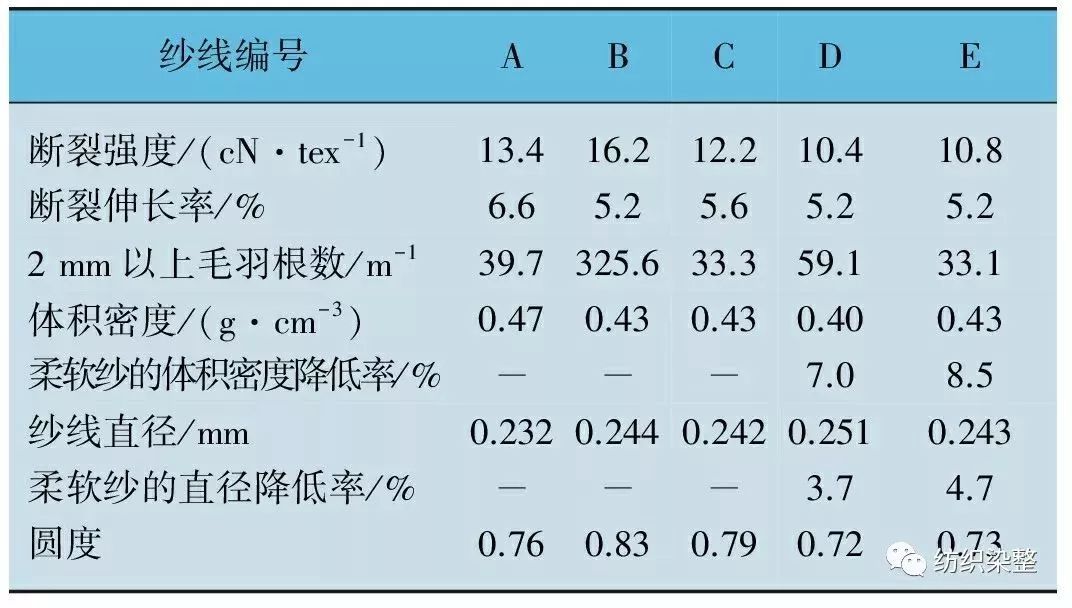
分别采用喷气纺、环锭纺和转杯纺系统纺制19.7 tex的纯棉标准喷气纱(A)、环锭纱(B)和转杯纱(C)。前期的研究成果已证实,采用转杯纺和喷气纺工艺中相应的柔软纺纱组件及相关设置,可生产手感柔软的改良纱线,如表3所示的柔软转杯纱(D)和柔软喷气纱(E)。纺纱试验所采用的纤维原料均相同。研究发现,与标准转杯纱(C)和喷气纱(A)相比,改良后的转杯纱(D)和喷气纱(E)具有较低的体积密度。纺制的所有纱线的断裂强度(约11 cN/tex)和伸长率(约5%)均可满足下游生产工序(如针织成型)的生产要求。纱线的具体性能指标见表4。
表4纱线试样的性能
所有纱线均采用单面织机进行编织。参考了相关商业预处理和后整理标准,对所得针织物进行化学处理,并在同等工艺条件下对所有针织物试样进行等温染色,具体工艺流程如图6所示。
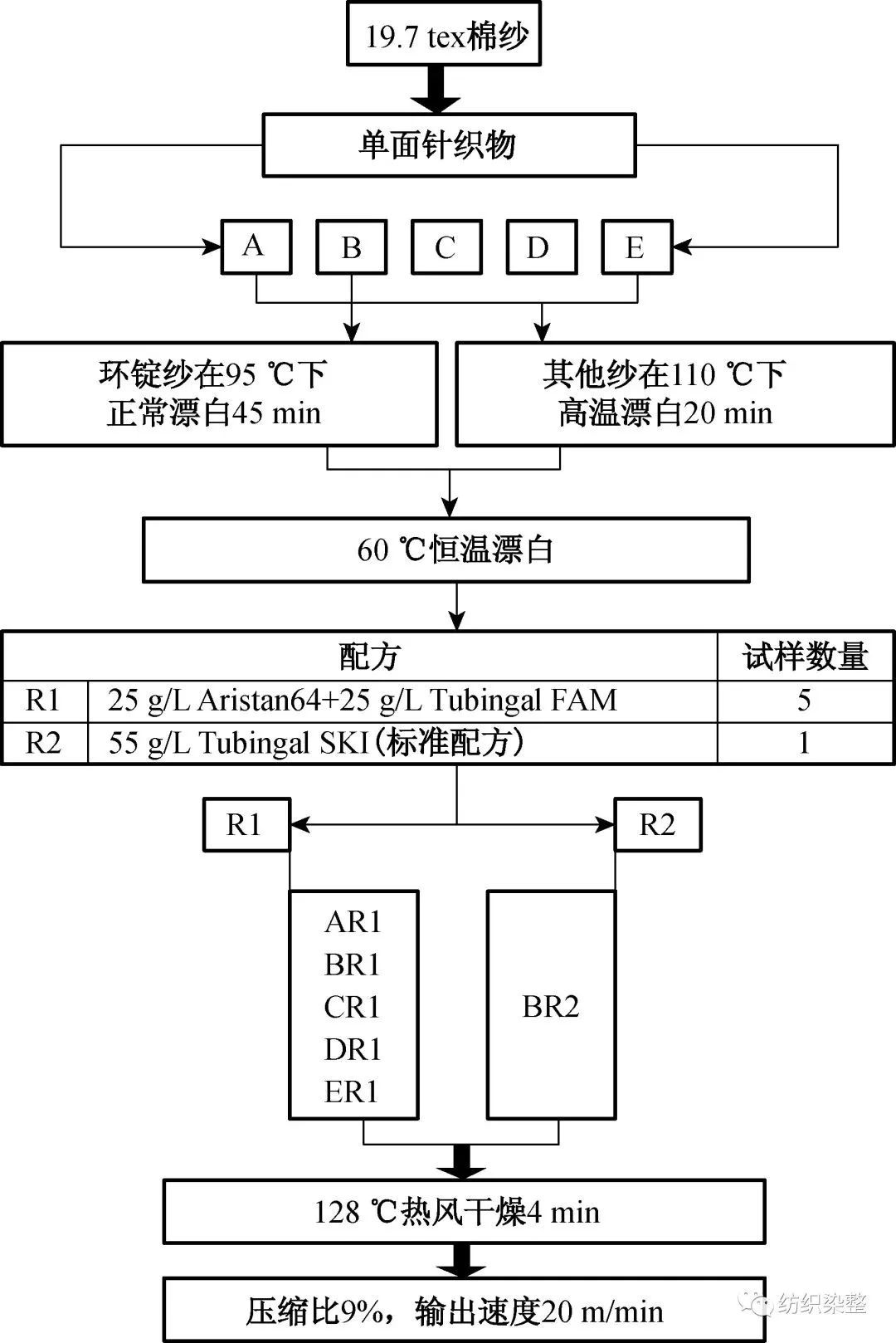
图6 针织成型工艺流程图
由10位专家组成专家组,对所得针织物试样进行主观评价。然后,对预处理针织物试样及经不同整理剂配方(R1和R2)整理的成品针织物试样的手感风格进行客观评价。
3客观评价
3.1KES系统
KES系统主要用于客观测量织物的柔软度,KES测试仪可使用机械模拟手工操作织物的基本变形以测量织物的力学性能。KES系统为一种广泛应用于织物手感测量的客观评定方法,该系统最大的优点是测量精度高,能具体区分和准确测量与织物手感相关的物理量,如剪切、拉伸、压缩、弯曲及表面性能等。
3.2Koshi系统
织物厚度相同时,随着织物质量的减小,Koshi值降低。Koshi值越大,织物的弯曲刚度、剪切刚度和弹性越大,织物的压缩能越低。客观评价结果表明,经预处理的针织物试样ER1和经后处理的成品针织物试样DR1具有较高的Koshi值(图7)。
图7 Kashi系统评价结果
3.3Fukurami系统
织物压缩状态下的柔软性、表面光滑度及丰满度通过Fukurami值表征。提高纱线结构中纤维的间距可使纱线的结构松散,从而赋予纱线较高的压缩性和回弹性。使用了柔软剂的织物的表面摩擦力有所增大,这可能是因为织物与摩擦元件接触次数增加所致。客观评价结果表明,经预处理的针织物试样AR1和经后处理的成品针织物试样BR2具有较高的Fukurami值(图8)。
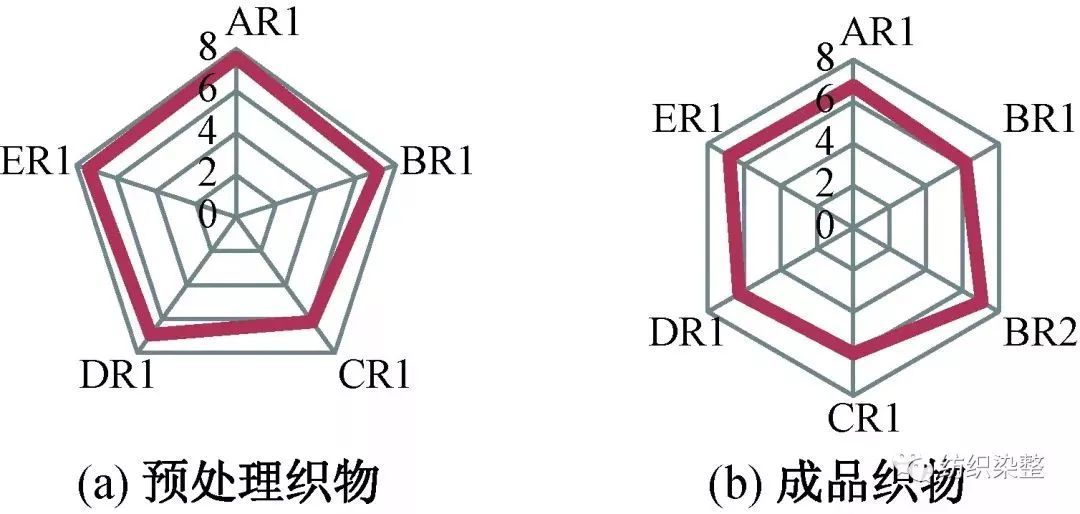
图8 Fukurami系统评价结果
3.3Numeric系统
织物表面平整度受摩擦力、弯曲剪切力和压缩模量的影响,其对织物的刚度也有一定的影响。由改进的转杯纱和喷气纱可发现纱线和织物的摩擦与织物的柔软性相关。客观评价结果表明,经预处理的针织物试样BR1和经后处理的成布针织物试样ER1具有较高的Numeric值(图9)。
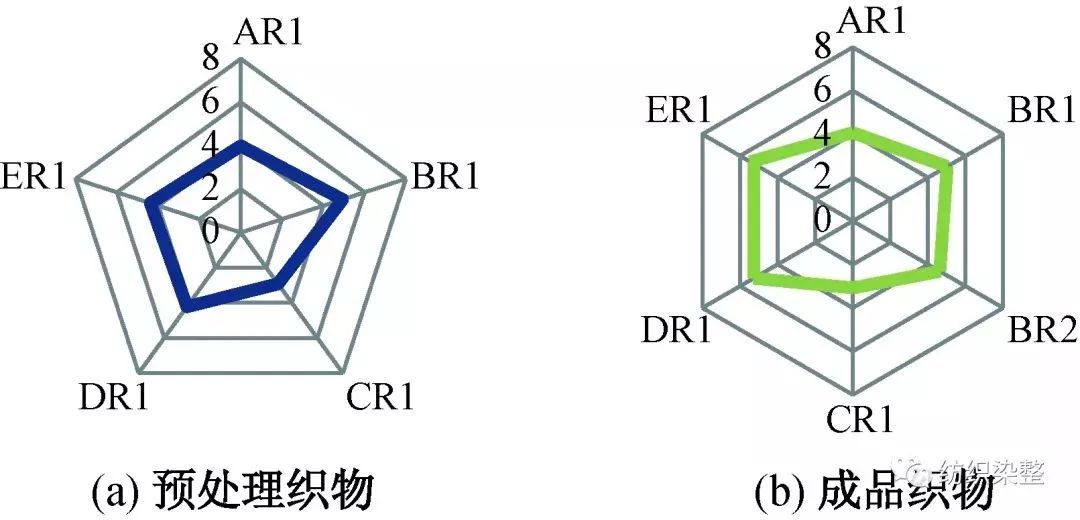
图9 Numeri系统评价结果
3.4THVKN-304系统
由针织物的THV KN-304风格评估数据可得,由环锭纱织制的预处理针织物试样(BR1)具有最大的THV值,这主要是由于环锭纱自身的特殊结构及其较多的表面毛羽,尤其是2 mm以上毛羽决定的。由于在后处理过程中使用了硅柔软剂(配方R1),因此得到的柔软转杯纱和喷气纱成品针织物(DR1和ER1)也具有较大的THV值(图10)。
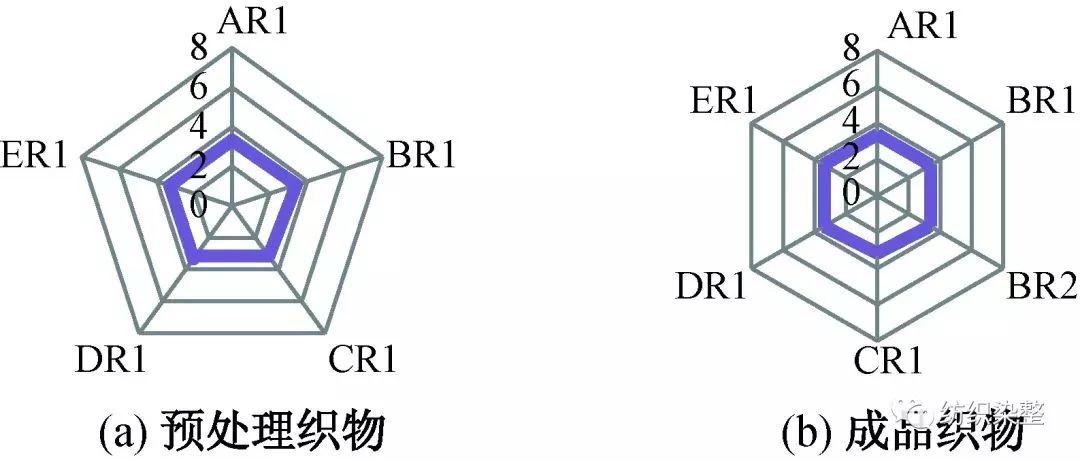
图10 THV KN-304系统评价结果
4结语
基于线密度为19.7 tex的纯棉纱线,评价环锭纱、转杯纱和喷气纱对针织物手感的影响。探究了影响转杯纱和喷气纱柔软度的因素,结果表明,除常规的纺纱参数外,低气压、低捻度及较快的输出速度可生产较低体积密度且表面毛羽较多的纱线,从而改善织物的手感。对环锭纱、转杯纱和喷气纱针织物的柔软性进行测试。由10名专家进行主观评价,结合客观评价体系的客观测试,结果表明:与环锭纱织物相比,经改良的喷气纱织物具有同等或更好的手感;同样,柔软转杯纱织物几乎可达到与环锭纱织物相当的柔软性。
来源:《国际纺织导报》、纺织染整
作者:N. T. Patil 等
伏永潮 译 孟粉叶 校
点击阅读原文,查看布博士视角:原创文章列表。更多专业讯息,尽在色尚坊布博士!




