
注:以下信息均来自中铸大学,如有疑问可前往中铸大学讨论
产品问题
基本信息
外径140mm
高度100mm
冲头直径70mm
产品冷隔(见缺陷位置)
产品图片

图1 正面俯视图

图2 反面俯视图
产品分析
冷隔属于流动性缺陷,与模具温度、金属液温度、排气都有关系。
改进措施
以下几点供参考:
1、对比产品结构,左侧缺陷发生位置前面有方孔阻挡,可以尝试过桥,看产品是否有改善。

图3 缺陷位置
2、观察冷模,确认是否是侧边的填充更快,封死了底部的排气排渣,调整浇口角度,
底部填充完再填充侧边最佳(可以考虑钳形浇口)
小贴士
关于钳形浇口:
钳形馈送浇道多用于以下两种情况:
第一,在浇口宽度适当时,浇口厚度太厚;浇口厚度适当时,浇口宽度太宽。前面讲过,浇口宽度对压铸充型更为重要,为了使浇口宽度适当,浇口厚度也适当,设置如图3 a 表示的两个对称的馈送浇道,两股金属流成钳形流动充型。这种钳形馈送浇道,形成钳形的两个馈送浇道中心线一般都正对压铸件中心。
第二,盘形压铸件上有一个直径较小较高的凸起,比如汽车水泵体,为了使较小的凸起得到良好地充型,可以选用图 3 b 表示的钳形馈送浇道 ,目的在于提高充型金属流的“爬坡”能力。这种 钳形馈送浇道,形成钳形的两个馈送浇道中心线的交点,一般在较小较高凸起的外缘,这样,两股金属流在交点合成一股更强的金属流,集中对较小的凸起充型。
钳形馈送浇道的作图方法,与扇形馈送浇道用于圆形压铸件的作图方法基本相同。
这里要着重提示一句,钳形馈送浇道要求对称,如果不对称,金属流进入型腔汇合后的流动方向,将会发生偏移。
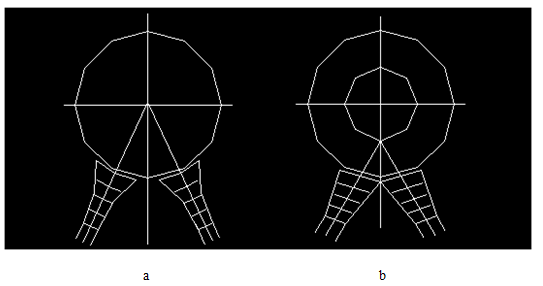
图4 钳形浇道示意
注:以上摘自刘广富《压铸模浇道系统设计实践》
广东鸿图、鸿特、鸿泰、文灿、富士康、爱柯迪、皮尔博格、宜安、乔治费 歇尔、奈那卡斯、雄邦、渝江、美利信、渝美、晋拓、亚德林、金澄、春兴、嘉瑞、中信戴卡、华朔、旭升、财鑫工贸、辉旺、勋辉等研发和技术人员都在中铸科技压铸技术交流群,加入我们一起学习和提升压铸技术吧!




